
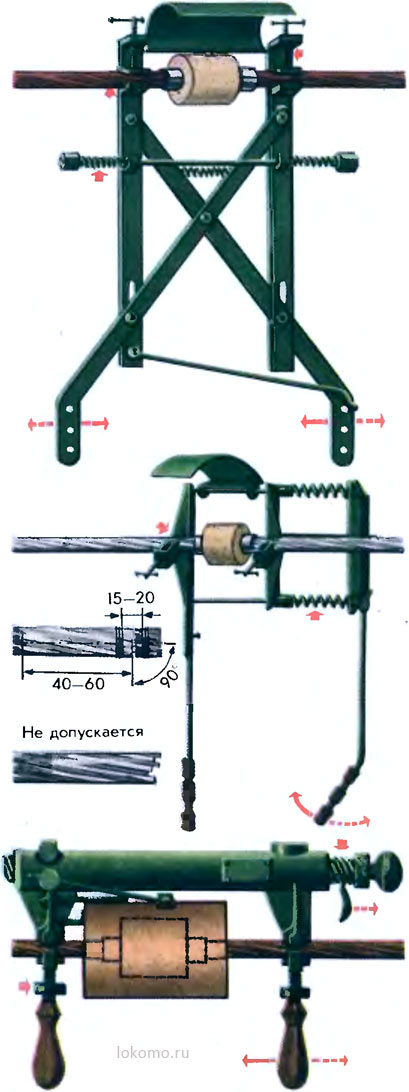
Термитную сварку проводов контактной сети и ВЛ выполняют с помощью сварочного приспособления и термитного патрона бригадой в составе не менее двух электромонтеров контактной сети, прошедших специальное обучение. Исполнители работ должны быть одеты в брезентовые комбинезоны и иметь защитные очки синего цвета. Подготавливаемые к термитной сварке провода должны быть одной марки. Концы свариваемых проводов на длине 150—200 мм выпрямляют. Проводом МГГ накладывают бандажи. Между бандажами разрезают провод и напильником снимают заусенцы на торце. Зачищают концы проводов на длине 40—60 мм и обезжиривают. Проверяют исправность и работу сварочного приспособления. Обращают внимание на исправность защитного кожуха, болтов-воротков, рабочих пружин, свободность хода системы рычагов в шарнирах. Осматривают термитный патрон, убеждаются в правильности его выбора:
|
Марка термитного патрона |
Марка |
|
ПАС-50 |
А-50; АС-50 |
|
ПАС-150 |
АС-150; А-185 |
|
ПАС-185 |
АС-185; А-185 |
|
М-95 |
М-95 |
|
М-120 |
М-120 |
Термитная масса должна быть чистой, без сколов и трещин. На внутренней и наружной поверхностях кокиля не должно быть следов коррозии, белого налета, повреждений. Заусенцы удаляют напильником. Для улучшения качества сварки алюминиевых и сталеалюминиевых проводов рекомендуется с поверхности вкладыша термитного патрона снять шабером наружную пленку окиси, просверлить вертикальное отверстие диаметром 3—6 мм на глубину массы термитного патрона и толщины стального кокиля.
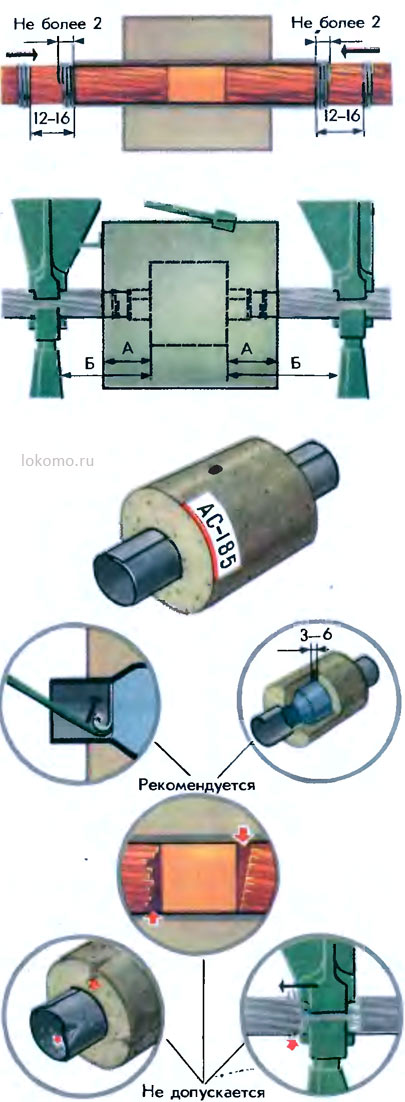
Концы свариваемых проводов вводят в термитный патрон через кокили до упора во вкладыш. Закрепляют провода в зажимах приспособления так, чтобы термитный патрон находился в средней части под защитным кожухом (размер А) между зажимами (размер Б), а разрез (шов) кокиля должен быть сверху, убеждаются в достаточности закрепления проводов в зажимах. Проскальзывание провода в зажиме не допускается. У торцов кокиля на провода накладывают шнуровым асбестом уплотнение (3—4 витка толщиной не более 2 мм). На расстоянии 12—16 мм от кокиля устанавливают ограничители в виде бандажей, что обеспечивает контроль двусторонней подачи проводов при их сварке.
Члены бригады удаляются в безопасную зону и ведут наблюдение за работающими, ограждают место работы. Исполнитель работ удаляется от приспособления на расстояние не менее 500 мм, осматривает место внизу, куда будут падать шлак и несгоревшая термитная спичка, убеждается, что под рабочим местом и на выбранной площадке нет членов бригады, посторонних лиц, легко воспламеняющихся материалов. Затем он зажигает термитную спичку и поджигает термитный патрон, закрывает горящий термитный патрон защитным кожухом, использованную термитную спичку бросает на выбранную площадку. В процессе горения термитного патрона исполнитель работ удерживает руками в горизонтальном положении приспособление, контролирует процесс сварки, не допуская случайного падения горящей массы на одежду, ожогов тела и глаз световым излучением. При сгорании термитного патрона вкладыш расплавляется и под усилием рабочих пружин происходит двусторонняя подача свариваемых проводов до ограничителей. Рекомендуется при сварке алюминиевых и сталеалюминиевых проводов после сгорания термитного патрона жилой алюминиевого провода через заготовленное отверстие помешивать жидкий алюминий для принудительного удаления газов. Члены бригады, находясь в безопасной зоне, не должны смотреть на горящую спичку и термитный патрон, стоять под работающими. В случае внезапного возгорания от несгоревшей спички или горячего шлака принимают меры к локализации очага пожара песком или огнетушителем. Применять воду не допускается. После сгорания термитного патрона в течение 2—3 мин дают остыть шлаку и металлу. Открывают защитный кожух. По ограничителям убеждаются в одновременной и достаточной подаче проводов. Ограничитель должен плотно прилегать к кокилю.
Разбивают остывший шлак и удаляют его со сварного соединения ударами молотка от себя. Внимательно осматривают узел сварки. Работу по сварке медных проводов считают оконченной. Со сварного соединения алюминиевых проводов кокиль снимают отверткой и кусачками. Осматривают место сварки. Не допускаются пережог проволок наружного повива, глубокие раковины и каверны. Необходимо, чтобы узел сварки не ломался при опробовании его на изгиб от руки, не происходило выламывания отдельных жил.
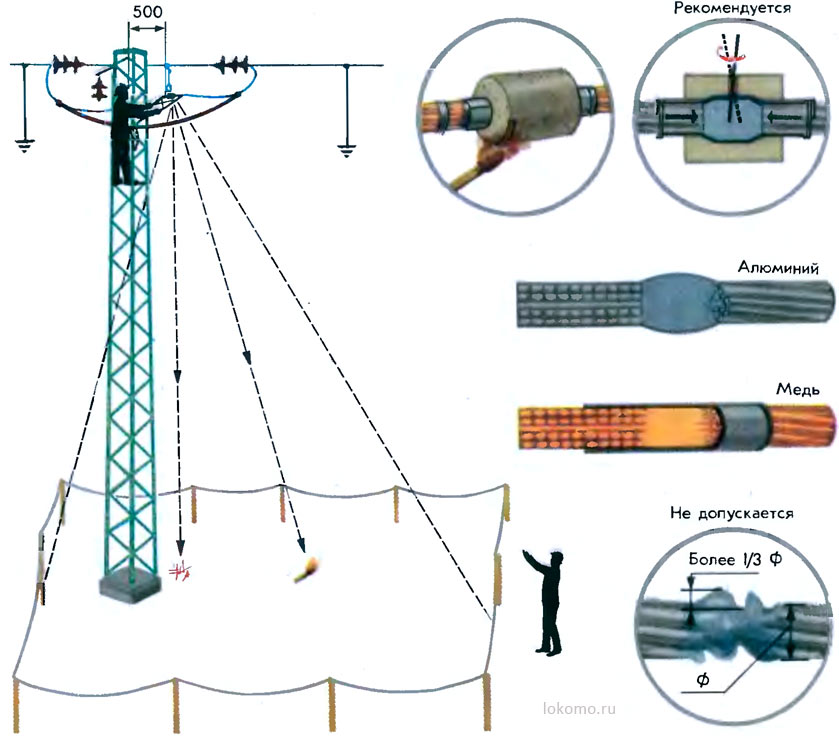
Усадка металла не должна превышать 1/3 диаметра провода.