
Работа на сверлильном станке.
На заготовке в центре делают углубление керном, устанавливают сверло в сверлильный патрон и закрепляют патрон в отверстии шпинделя, затем заготовку закрепляют в тисках.
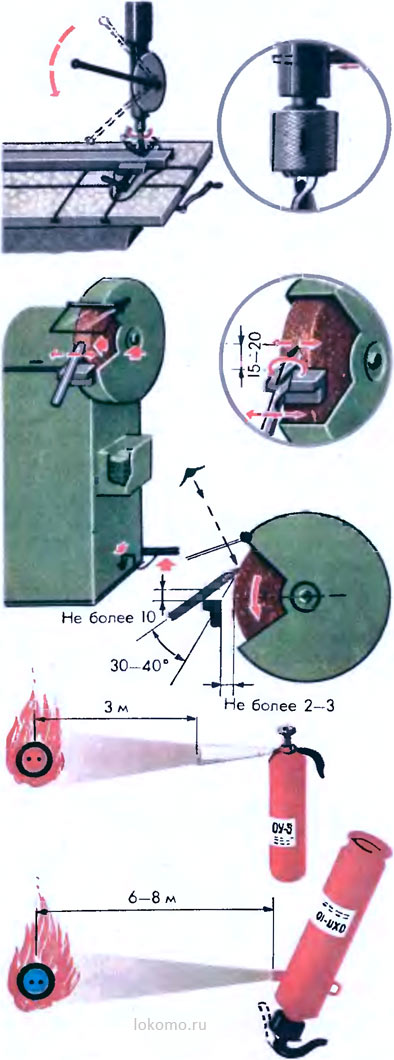
Тиски с заготовкой перемещают до совпадения оси сверла и углубления и закрепляют тиски. Засверливают отверстие на глубину 1/з режущей кромки и проверяют правильность засверливания. Плавно нажимая на рукоятку подачи шпинделя, просверливают отверстие. При сверлении стали применяют охлаждающую жидкость. Чугун сверлят, не применяя охлаждения. Работа на заточном станке. Заточный станок осматривают. Обращают внимание на закрепление абразивного круга на шпинделе станка, состояние защитного кожуха, прозрачного экрана. Абразивный круг должен быть испытан и не должен иметь трещин. Трещины определяют путем простукивания деревянным молотком боковой поверхности. Чистый звук свидетельствует об отсутствии трещин, глухой, дребезжащий — о наличии трещины. Проверяют и при необходимости устанавливают зазор не более 2—3 мм между краем круга и подручником. Подручник должен быть на уровне оси вращения круга. Допускается его смещение выше оси круга не более 10 мм.
Проверяют наличие заземления электродвигателя.
Ликвидация возгорания электрооборудования.
При возникновении пожара электропроводки, электроаппаратуры напряжением до 1000 В очаг пожара локализуют без снятия напряжения углекислотным огнетушителем. При снятом напряжении с электроустановки очаг пожара локализуют дополнительно пенным огнетушителем (ОП-5, ОХП-10 и др.), а также водой, песком. Горящие промаслянную паклю, ветошь, разлитый бензин, масло тушат песком.