
Во время проверки секционных разъединителей осматривают и зачищают контактные и трущиеся поверхности подвижного ножа и неподвижных губок, наплывы и заусенцы удаляют. Контактные поверхности покрывают смазкой ЦИАТИМ-101. Проверяют подключение шлейфов, их сечение и места крепления на опорном и подвижном изоляторах. Сечение шлейфов должно соответствовать сечению соединяемых контактных подвесок или питающих линий.
Изоляторы осматривают, очищают от пыли и грязи. Сколы площадью более 3 см2 не допускаются. В местах заделки фарфора убеждаются в отсутствии следов подтеков, коррозии, попадания влаги под фланец изолятора.
Проверяют узлы соединения тяги с изолятором и приводом, наличие смазки, шайб, шплинтов, согласованную совместную работу привода и разъединителя. Осматривают крепежные узлы опорных и поддерживающих конструкций, подключение провода заземления.
При необходимости в шарнирные соединения добавляют смазку ЦИАТИМ-201 или ЖТКЗ-65, а резьбовые части болтов покрывают антикоррозионной смазкой. Обращают внимание на расстояние от частей, находящихся под напряжением, до заземленных конструкций.
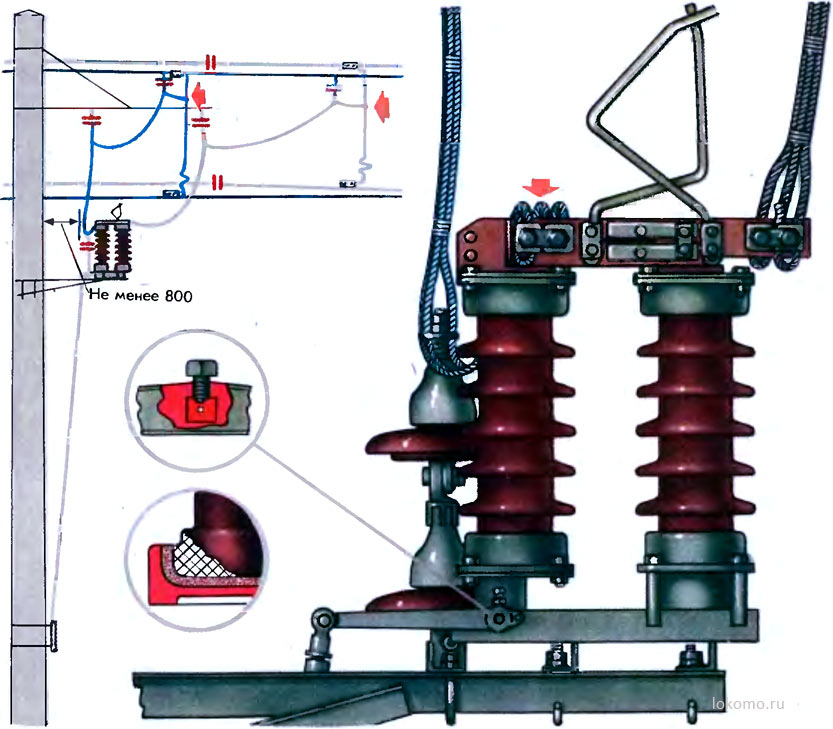
Оно должно быть не менее 800 мм на участках постоянного тока и не менее 1000 мм на участках переменного тока.
Разъединитель РСУ-3000/3,3.
Проверяют правильность положения подвижного ножа в губках. Перекос ножа или одностороннее прилегание его к неподвижным губкам не допускается. Плотность прилегания ножей в губках регулируют, изменяя нажатие стальных пружин. Коррозия или обрыв пружины не допускается.
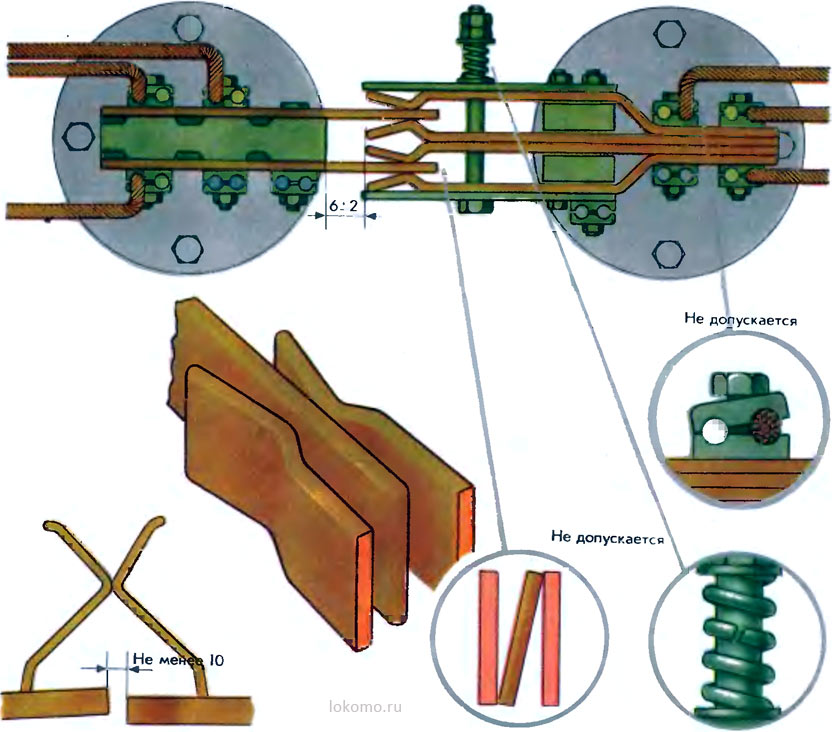
При включенном положении разъединителя проверяют расстояние от ножа до контактной площадки. Оно должно быть (6±2)мм. Несоблюдение этого размера может привести к удару при включении разъединителя и повреждению опорных изоляторов. Осматривают, зачищают и регулируют дугогасящие рога. Поверхность их должна быть гладкой, заусенцы, наплывы удаляют напильником. Дугогасящие рога должны иметь правильную форму и плотный контакт в месте соприкосновения. При отключении разъединителя проверяют разрыв электрической цепи на дугогасящих рогах. Он должен происходить после того, как основные контакты разойдутся не менее чем на 10 мм. Осматривают подключение шлейфа к подвижному изолятору. Оно должно быть выполнено гибким медным проводом марки МГГ. Рекомендуется каждый провод шлейфа закреплять двумя плашками. Перекос плашек не допускается. Проверяют затяжку болтов, обращают внимание на отсутствие расслоения жил провода. Добавляя смазку (ЦИАТИМ-201 или ЖТКЗ- 65) в подшипник подвижного изолятора, вращают крышку масленки до появления из пазов свежей смазки. Проверяют крепление коромысла к изолятору и к тяге привода.
Разъединители РЛНД-35/600 (1000).
Проверяют места присоединения шлейфов к разъединителю. Обрыв жил провода или ленточной меди не допускается.
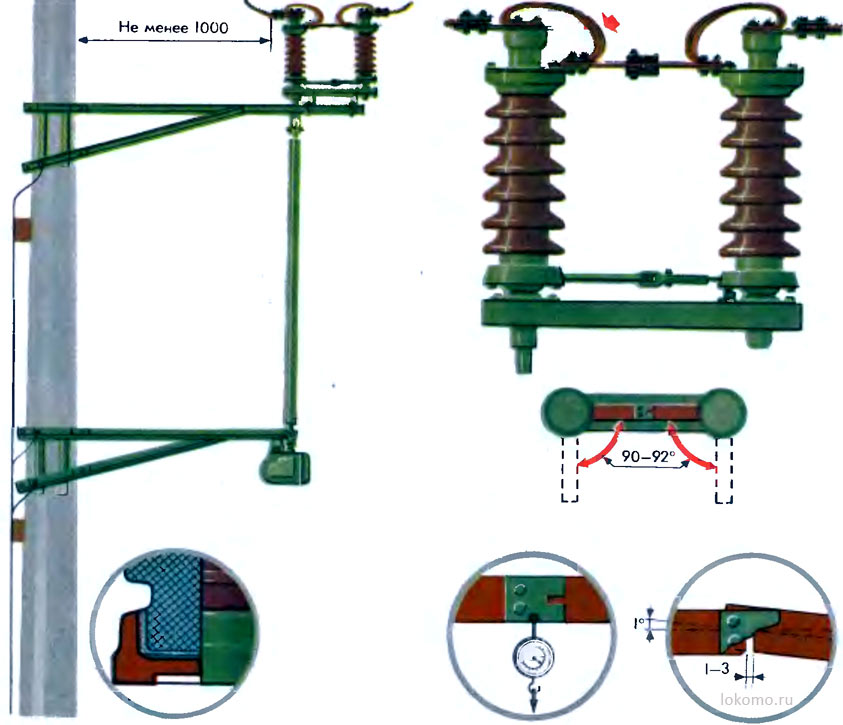
При включенном разъединителе проверяют положение оси главного контактного ножа и зазор между торцами ножей, который должен быть 1—3 мм. Оси должны перейти через среднее положение таким образом, чтобы угол между ними был не более 1 ° или расстояние не более 5 мм. При отклонении от этих значений регулировку производят изменением длины внутриполюсной тяги. Проверяют соединение тяги с изолятором. При необходимости регулируют контактное нажатие затяжкой гаек на шпильках ламелей. Динамометром измеряют вытягивающее усилие ножей при отключении. Оно должно быть 160 Н для разъединителей РЛНД-35 600 и 180—200 Н для РЛНД-35/1000.
Проверяют соединение тяги привода с изолятором.
Разъединитель РЛНД-10.
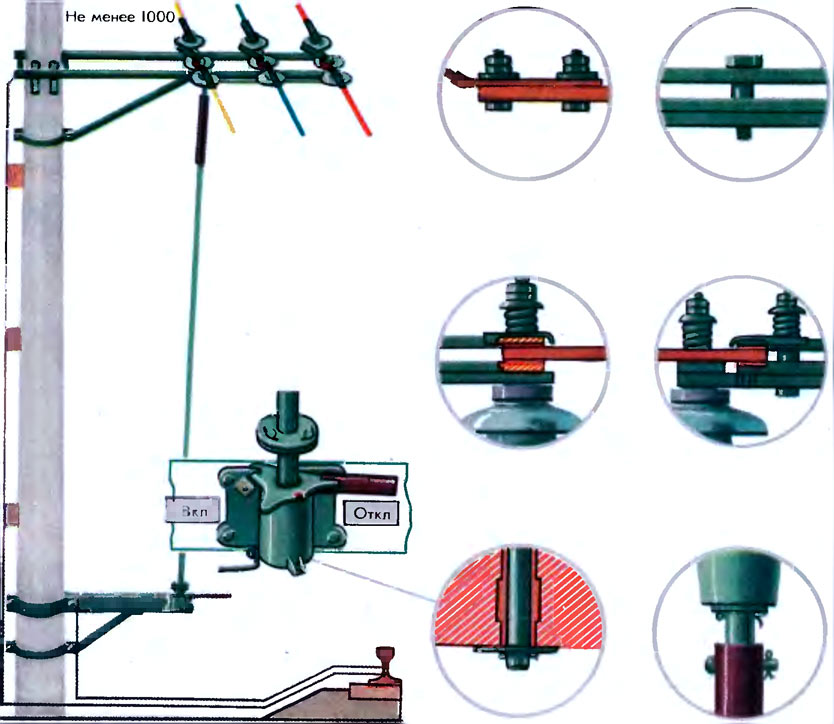
Путем неоднократного включения разъединителя проверяют угол поворота его элементов и одновременность включения ножей. Если при включении один из ножей не доходит до положения полного включения более чем на 3 мм, то изменением длины тяги добиваются одновременности включения всех ножей. Плотность прилегания контактных поверхностей проверяют на каждом полюсе щупом толщиной 0,01 мм и шириной 10 мм. Щуп не должен входить на глубину более 4—5 мм. Нажатие регулируют затяжкой гаек.