
Расщепитель фаз НБ-455А
Асинхронный расщепитель фаз ПВ-455Л (рис. 31) предназначен для преобразования однофазного напряжения, снимаемого с обмотки собственных нужд силового (тягового) трансформатора в трехфазную систему напряжения 380 В.
Технические данные
Напряжение однофазной сети………. 380 В
Мощность трехфазной нагрузки в системе расщепителя фаз с емкостью 270 мкФ……… 210 кВ-Л
Токи в фазах расщепителя фаз при напряжении 380 В, емкости 2700 мкФ и мощности 210 кВЛ:
фаза С1-М2……………. 154 Л
» С2-М2……………. 110»
» СЗ-С4……………. 77 »
Частота……………….. 50 Гц
Частота вращения……………. 1490 об/мин
Режим работы…………….. Продолжительный
Класс изоляции…………….. В
Масса………………… 690 кг
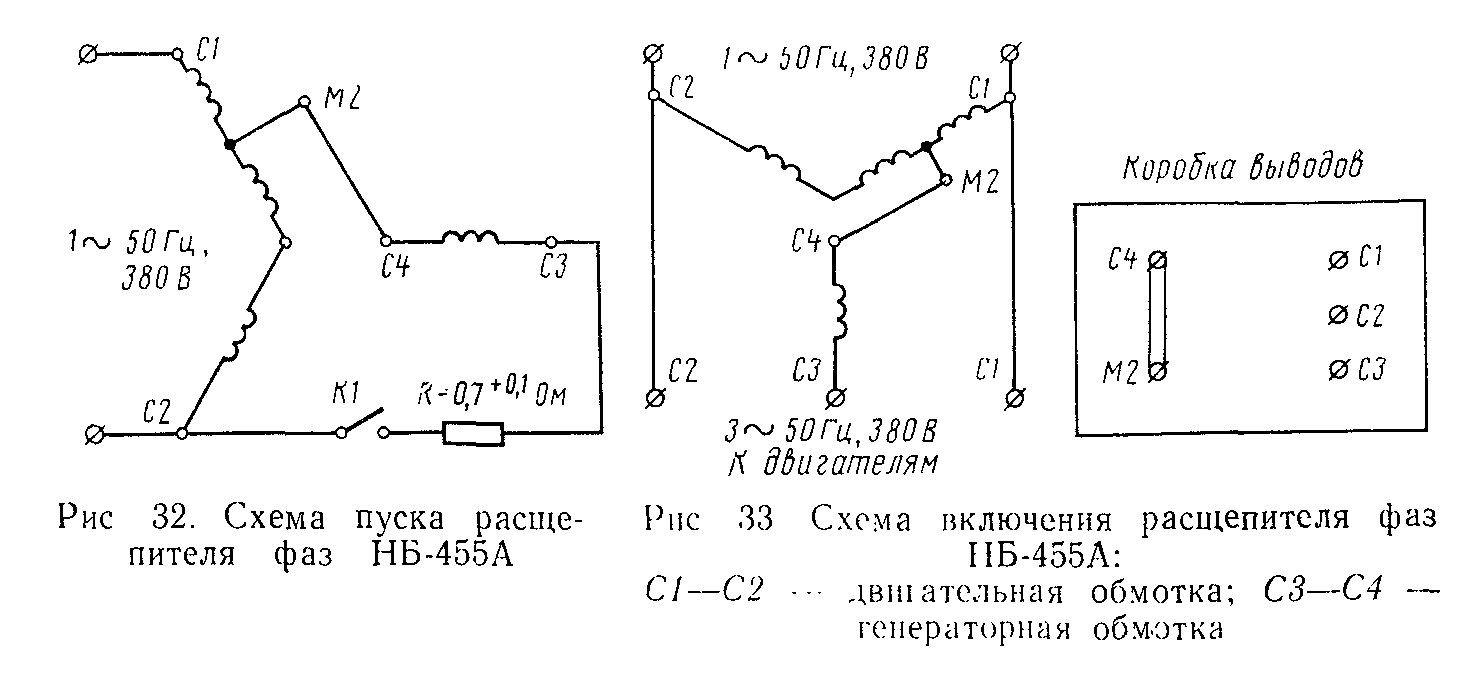
Расщепители фаз допускают стоянку под током короткого замыкания или затяжной пуск в течение 20 с при напряжении на выводах С1—С2 (рис. 32) 280 В, в течение 6 с — при напряжении 460 В. Нормальная работа расщепителей фаз обеспечивается при колебании напряжения питающей сети в диапазоне 280-460 В.
Исполнение расщепителя фаз защищенное с самовентиляцией, горизонтальное, на лапах, с одним укороченным концом вала, на котором размещается реле оборотов РО-33.
Станина расщепителя фаз чугунная, литая; подшипниковые щиты стальные, сварные. Пакет статора набран из отдельных листов электротехнической стали Э13 толщиной 0,5 мм. Пазы ста-
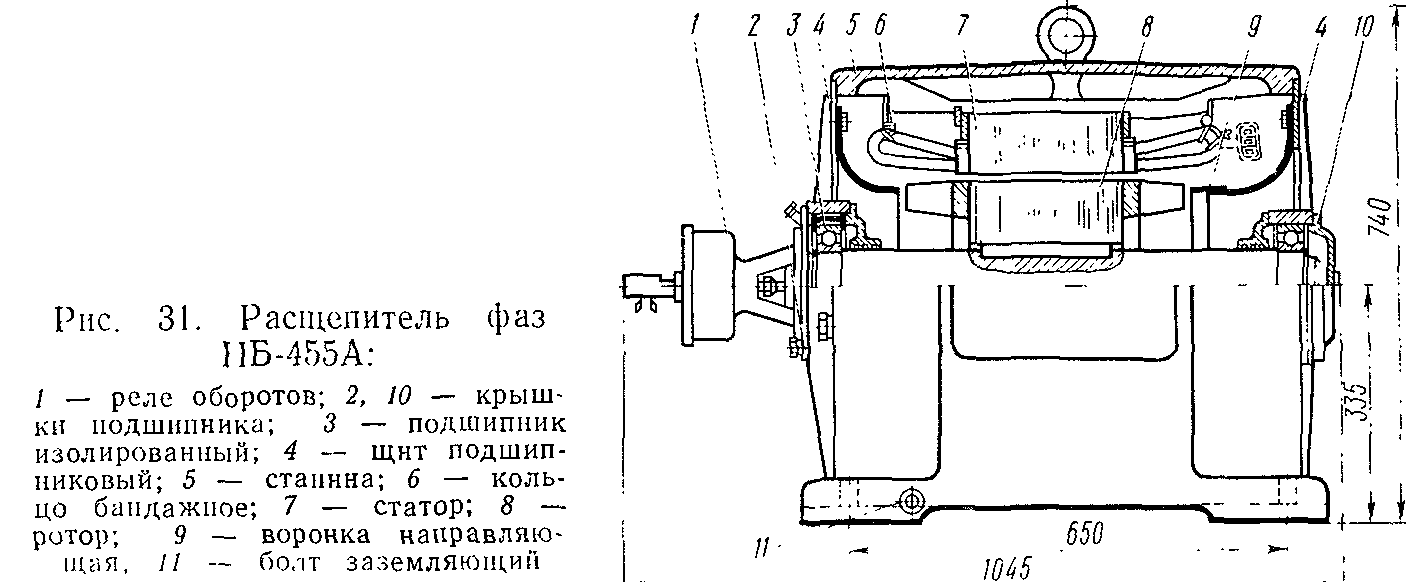
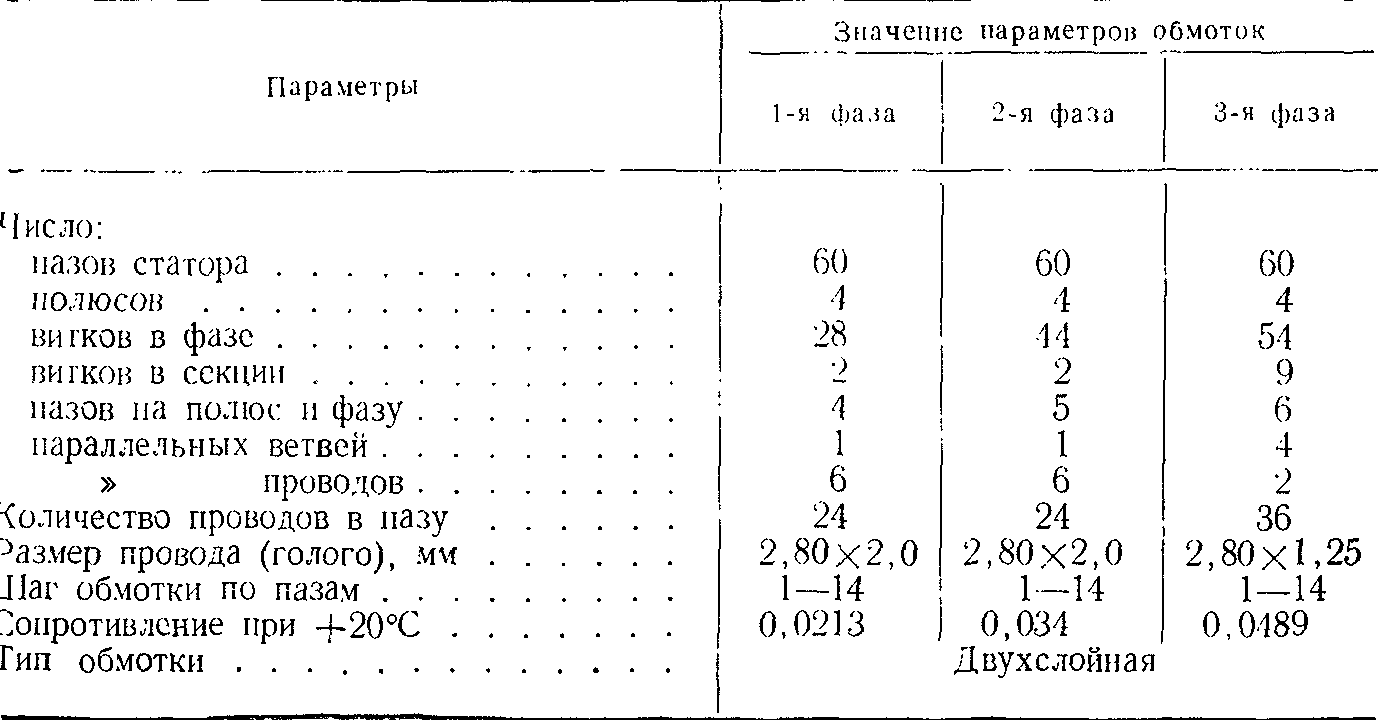
тора полуоткрытые. Обмотка статора жесткая, катушечная, выполнена из прямоугольного провода ПСД. Для повышения вибростойкости лобовые части катушек прикреплены к изолированным кольцам, которые закреплены на станине. Обмоточные данные расщепителя фаз приведены в табл. 7.
Ротор короткозамкнутый, залит алюминием АО ГОСТ 11069 -74. Номинальная величина зазора между статором и ротором 1 мм. Ротор отбалансирован динамически. Остаточная неуравновешенность не более 1700 гс-мм.
На валу установлены шариковые подшипники 76317, причем со стороны, противоположной реле оборотов, подшипник работает как плавающий. Допустимый нагрев подшипников +100°С. Для предотвращения протекания подшипниковых токов подшипник 2 изолирован от корпуса втулкой из формовочного миканита. Конструкция подшипниковых узлов позволяет добавлять смазку без их разборки.
Таблица 7
На статоре расположены две обмотки (рис. 33) — двигательная и генераторная; двигательная обмотка подключается к обмотке собственных нужд силового трансформатора. Напряжения двигательной и генераторной обмоток создают трехфазную систему напряжения на выводах С1, С2, СЗ, от которых запиты-ваются вспомогательные трехфазные асинхронные двигатели.
Пуск расщепителя фаз осуществляется при помощи активного сопротивления, включенного на зажимы С2, СЗ (см. рис. 32), которое отключается после разгона машины до номинальных оборотов. Управление пуском осуществляет реле оборотов, установка срабатывания его должна находиться в пределах 1300 -1400 об/мин.
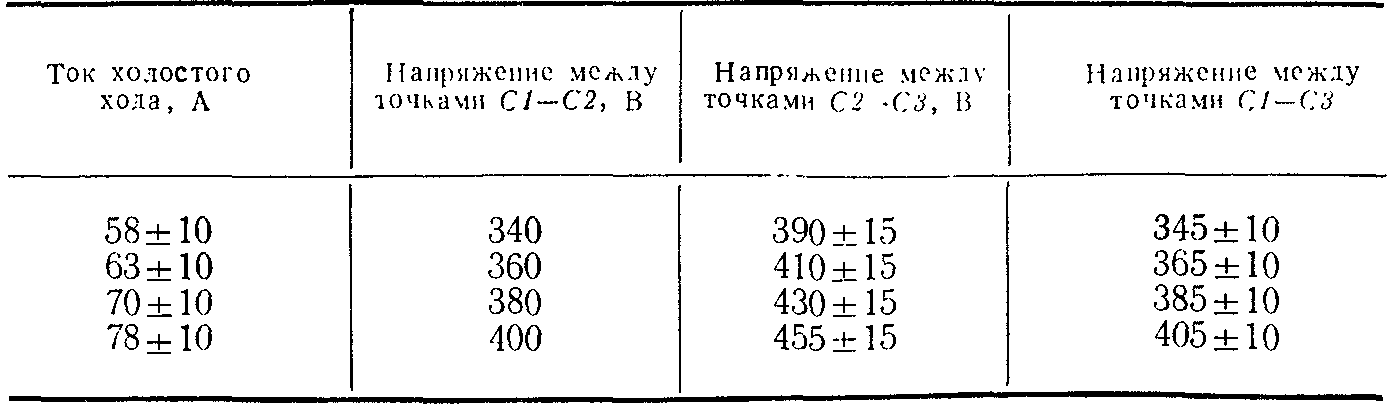
Напряжения па зажимах расщепителя фаз при холостом ходе и значения тока приведены в табл. 8.
Включение вспомогательных машин от расщепителя фаз разрешается производить только после полного разгона расщепителя.
Техническое обслуживание ТО-1, ТО-2 и ТО-3. Произведите внешний осмотр расщепителя фаз, проверьте на ощупь нагрев станины, подшипниковых щитов, проверьте крепление расщепителя фаз к каркасу и состояние заземления.
Текущий ремонт ТР-1 и ТР-2. Работу подшипников и расщепителя фаз проверьте на слух в течение 3-5 мин. Обратите вни-
Таблица 8
мание, нет ли посторонних шумов и стуков. Отключите расщепитель фаз от сети. При обнаружении неисправностей подшипников расщепитель фаз замените.
Произведите внешний осмотр расщепителя фаз и очистите его от грязи. Продуйте сжатым воздухом давлением 1,5-2 кгс/см2.
Осмотрите заземление и проверьте качество контакта на зажигание лампочки напряжением 36 В.
Сняв крышку выводной коробки, проверьте состояние контактов и наконечников на выводных кабелях, при необходимости подтяните гайки, протрите выводную панель сухой, чистой ветошью.
Проверьте весь крепеж доступной части (в том числе и крепление расщепителя к каркасу) и при необходимости подтяните его.
Проверьте сопротивление изоляции обмотки статора мегомметром па 500 В. При величине его в горячем состоянии менее 1,5 МОм, а в холодном (при температуре -4-20°С) состоянии менее 50 МОм расщепитель просушите (приложение 7).
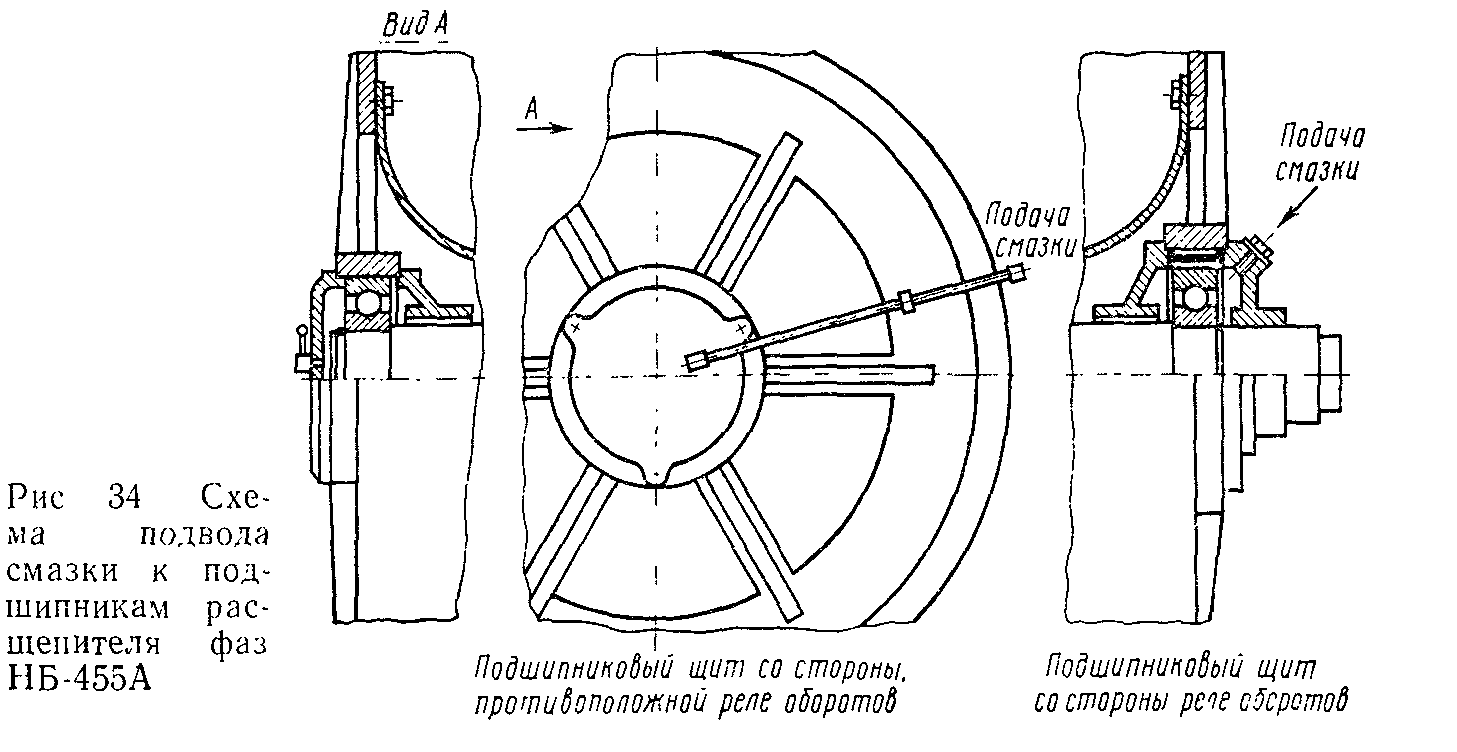
Добавьте смазку в подшипниковые узлы согласно схеме (рис. 34) и карте смазки стандартным винтовым шприц-прессом.
Проверьте щупом зазор между статором и ротором. Нормальный воздушный зазор должен быть в пределах 0,9 — 1 мм. При воздушном зазоре в нижней части менее 0,7 мм замените подшипники. Все неисправности устраните.
Текущий ремонт ТР-3. Очистите расщепитель фаз от грязи и пыли. Разберите полностью расщепитель фаз. Разборку ведите в следующей последовательности:
снимите реле оборотов 1 (см. рис. 31) и смазочную трубку;
снимите крышки 2, 10;
снимите подшипниковые щиты 4, используя для выпрессовки отжимные болты;
приподнимите ротор 8 и в образовавшийся воздушный зазор вложите прессшпан толщиной 0,3—0,5 мм для предохранения от 09
повреждения железа статора и ротора, обмоток при извлечении ротора. Выньте ротор 8 из расточки статора 7 и уложите его на деревянные бруски. При выемке ротора пользуйтесь подъемными механизмами. Масса ротора 176 кг;
снимите при необходимости подшипники. Съем подшипников производите с помощью съемника за внутреннее кольцо. При этом обращайте особое внимание на подшипниковый узел с изолированным подшипником и крышками. Перед съемом подшипников снимите пружинные кольца, фиксирующие подшипники на валу.
После разборки осмотрите и проверьте па соответствие чертежам все детали. Если в станине имеются трещины, то заварите их или замените станину (со статором). Особенно тщательно очистите лобовые части обмотки в местах установки бандажных колец. Обмотку и детали продуйте сжатым воздухом иод давлением не более 2 кгс/см2. Осмотрите состояние рым-болта.
Осмотрите расточку статора, следы задиров зачистите и продуйте сжатым воздухом. При сдвиге листов железа статор подлежит замене.
Осмотрите расточку станины под подшипниковые щиты, устраните забоины и заусенцы. Проверьте состояние изоляции обмотки статора, при поврежденной изоляции расщепитель фаз направьте в ремонт. Поврежденные кабели изолируйте двумя слоями стеклолакотканевой ленты ЛСЭ 105/130 толщиной 0,2 мм ГОСТ 10156-70 и одним слоем стеклолешы ЛЭС 0,2X25 мм ГОСТ 5937-68 с последующим покрытием изоляционным лаком. Проверьте качество пайки наконечников па выводных кабелях.
Если имеется ослабление креплений бандажных колец, закрепите их па лобовых частях обмотки статора хлопчатобумажным шнуром диаметром 4 мм.
Проверьте закрепление клиньев в пазах статора. Ослабленные клинья выбейте из пазов, подложите под них необходимое количество прокладок из пропитанного лаком электрокартона и установите вновь на эмали ГФ-92-ГС. Сломанные клинья замените новыми.
Обмотку статора просушите, а затем покроите лобовые части, вес доступные места и расточку статора эмалью ГФ-92-ГС.
Проверьте сопротивление изоляции обмотки статора, испытайте ее электрическую прочность относительно корпуса и электрическую прочность межвитковой изоляции.
Промойте в бензине и осмотрите подшипниковые узлы.
Осмотрите ротор, проверьте, пет ли вмятин и забоин, а также трещин в заливке короткозамкпутой клетки. Повреждения устраните, ротор с трещинами в заливке замените.
Осмотрите состояние балансировочных грузов, при их ослаблении ротор балансируйте, грузы закрепите. Поверхность ротора покройте тонким слоем эмали.
Осмотрите подшипниковые щиты, проверьте, пет ли забоин на сопрягаемых поверхностях, трещин и других повреждений.
Таблица 9
Вес повреждения устраните. Щиты, имеющие трещины, подлежат заварке или замене.
Проверьте сопротивление изоляции изоляционной втулки под подшипник в щите со стороны реле оборотов. Проверьте состояние и крепление направляющих воронок к подшипниковым щитам. Осмотрите крепеж.
Окрасьте расщепитель фаз внутри и снаружи. Зачистите на станине место под заземление.
Соберите расщепитель фаз. Сборку ведите в последовательности, обратной разборке. При этом: 1) очистите и промойте бензином посадочные места на валу и в подшипниковых щитах перед установкой подшипников. Подшипники на вал насаживайте нагретыми в масле до температуры 80-90°С. При этом подшипник не кладите на дно сосуда, а подвесьте его так, чтобы он не касался ни стенок, ни дна. Подшипники насаживайте на вал легкими ударами, передаваемыми на внутреннее кольцо подшипника через медную прокладку. Наносить удары непосредственно по подшипнику не допускается. Заправьте подшипники смазкой согласно карте смазки на электровоз; 2) очистите от смазки и загрязнений изолирующие шайбы между подшипником и крышками перед сборкой подшипникового узла с изолирующей втулкой. Поврежденные шайбы устанавливать запрещается.
Проверьте, легко ли вращается ротор от руки после сборки расщепителя фаз. Проверьте щупом величину зазора между статором и ротором. Проверните ротор вручную для первоначального распределения смазки, включите расщепитель фаз на 5 -10 мин, прослушайте работу подшипников. Перед включением заземлите станину. Испытайте расщепитель фаз.
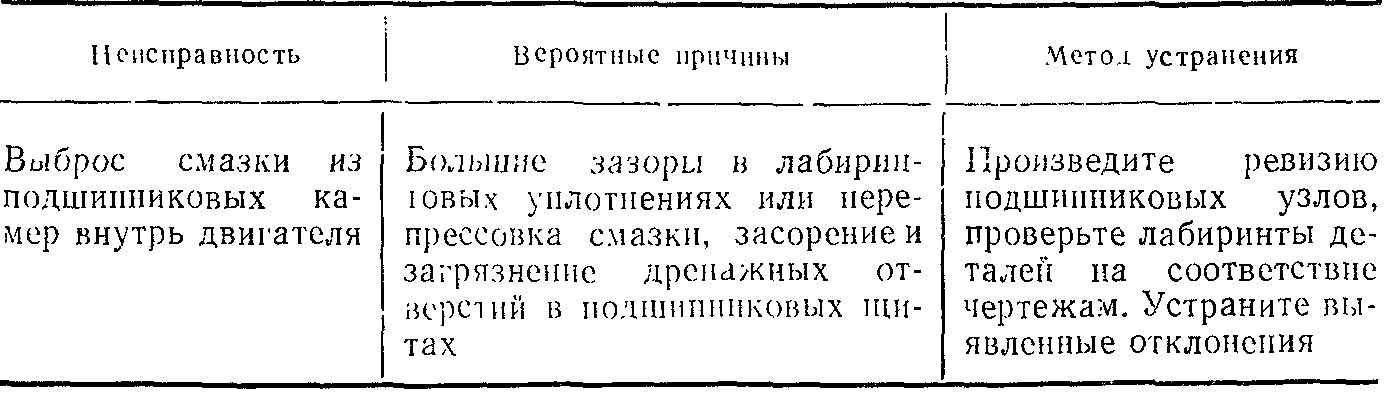
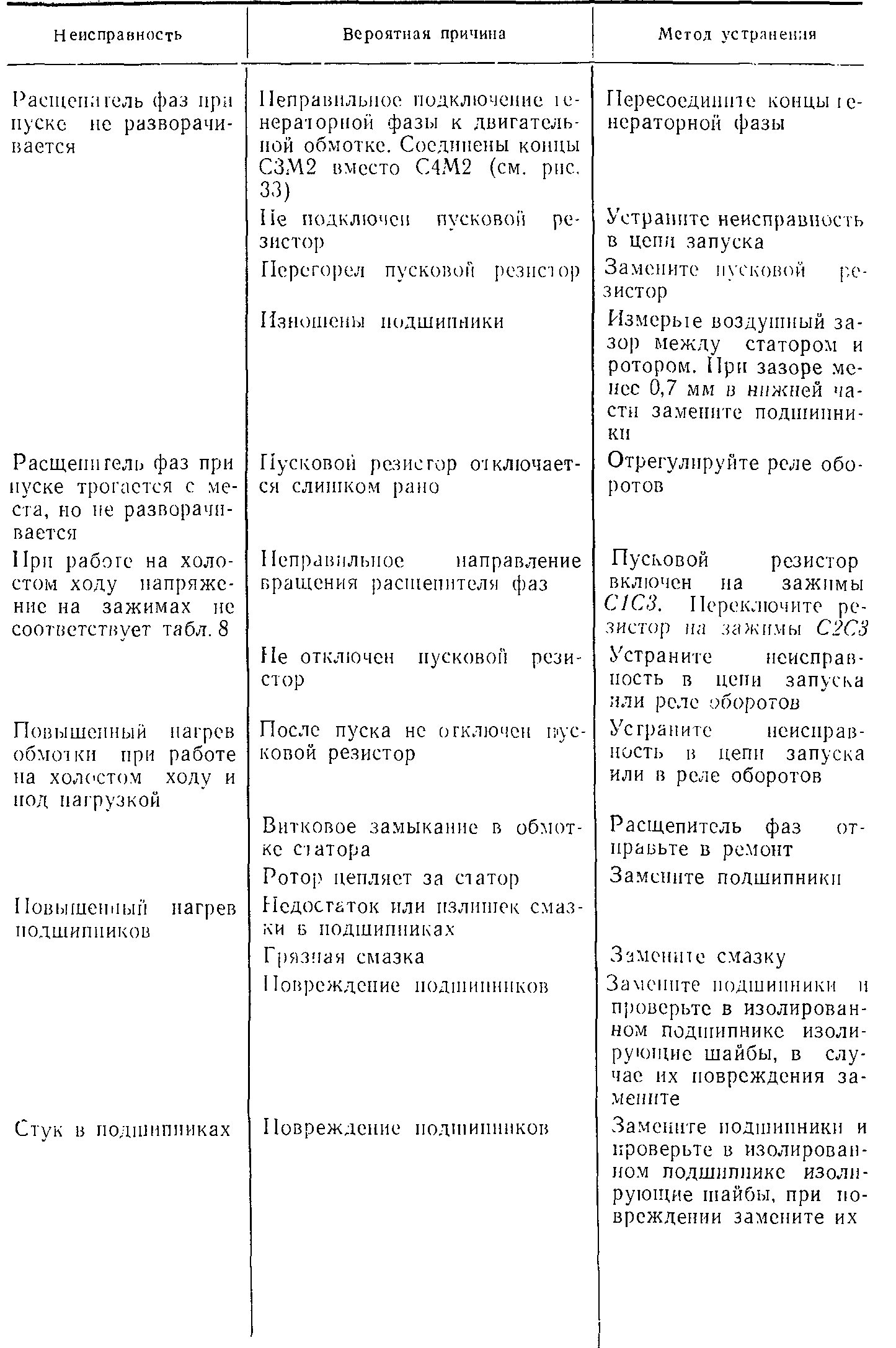
Характерные неисправности расщепителя фаз и методы их устранения приведены в табл. 9.