
Токоприемники Л-13У, Л-14М
Назначение. Токоприемник (пантограф) служит для обеспечения токосъема с контактного провода. Токоприемник Л-13У оборудован полозом с угольными вставками, Л-14М — медными накладками. Технические данные токоприемников следующие:
ЛІЗУ л-нм
Номинальное напряжение в сети, кВ 25 25
Продолжительно допустимый ток, Аі
при движении 500 1000
при стоянке 50 270
Наибольшая скорость движения, км/ч 160 160
Расстояние до заземленных частей, мм, не 240 240
менее
Высота в сложенном состоянии от опор- 740 740
ной поверхности изоляторов до верхнейплоскости вставок (накладок) полоза, мм
Наибольшая высота подъема из сложенио- 2100 2100
го состояния, мм, не менее
Рабочая высота, ммі наибольшая 1900 1900
наименьшая 400 400
Длина в сложенном состоянии, мм 3280 3280
Ширина (по концам полоза), мм 2260 2260
Статическое нажатие на контактный провод в диапазоне рабочей высоты, кгс: активное (прн подъеме), не менее 6 6
пассивное (при опускании), не более 7 9
Опускающая сила в диапазоне рабочей 10 10 высоты, кгс, че менее
Разность между наибольшим и наймень- 1 1
шим нажатиями при одностороннем движении токоприемника (в диапазоне рабо* чей высоты) кгс, не более
Двойное значение трения в шарнирах, при- 2 2
веденное к верхнему узлу, кгс, не более
Время подъема до наибольшей рабочей вы- 4-7 4-7
соты, с
Время опускания с наибольшей рабочей 3,5-5 3,5-5 высоты, с
Давление сжатого воздуха, кгс/^м2; номинаїьное 5 5
наименьшее 3,5 3,5
Полный ход кареткн, мм 50 50
Масса токоприемника (без изоляторов), кг 290 290
Конструкция. Токоприемник (рис. 57) состоит из основания 1, нижних рам 2, верхней рамы 3, полоза 4, кареток 5, подъемных пружин 6 и пневматического привода 7. Подъем токоприемника осуществляется с помощью подъемных пружин, срабатывающих при впуске в цилиндр привода сжатого воздуха. Под действием подъемных пружин валы нижних рам поворачиваются и обеспечивают подъем верхних рам совместно с каретками и полозом.
В рабочем диапазоне высоты подъема токоприемника опускающие пружины, находящиеся в цилиндре привода, полностью сжаты и нажатие полоза на контактный провод определяется только усилием подъемных пружин. Синхронизация поворота валов нижних рам осуществлена с помощью тяги 8, шарнирно закрепленной в вилках валов.
При выпускании сжатого воздуха из цилиндра привода опускающие пружины, разжимаясь, компенсируют действие подъемных пружин и опускают подвижную систему токоприемника до упора по амортизаторам. Примененная в конструкции схема опускающего привода обеспечивает симметричную нагрузку валов токоприемника.
Опускающее усилие выбрано с учетом сил трения в цилиндре.
Уход в эксплуатации. Контактное нажатие регулируют, изменяя предварительную затяжку подъемных пружин, для этого их вращают совместно с держателями на регулировочных штырях.
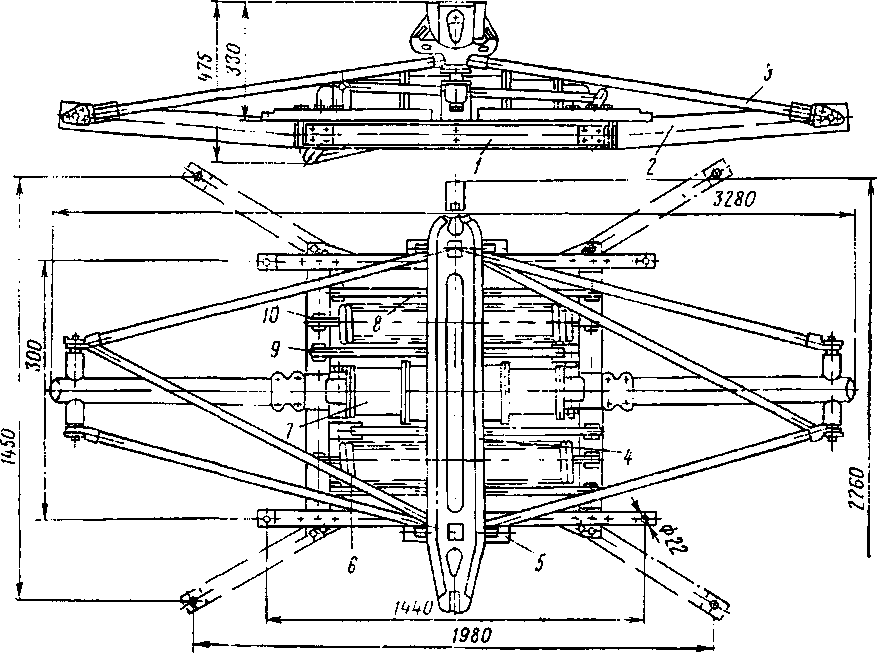
Рис. 57. Токоприемники Л-13У и Л-14М
Постоянное контактное нажатие (с отклонением 1 кгс) получают регулировкой плеча подъемных пружин, выполняемой при наибольшей рабочей высоте (1900 мм) следующим образом: при «задире» характеристики болты на рычагах 10 следует равномерно выкрутить, а при «завале» характеристики — равномерно вкрутить.
Опускающее усилие и наибольшую высоту подъема регулируют поворотом тяги 9 пневматического привода, имеющей для этой пели шарниры с правой и левой резьбой. Перед регулировкой контргайки на тяге следует отпустить, после регулировки — тщательно затянуть.
Для исключения повышенного трения необходимо тщательно следить за состоянием шарнирных соединений токоприемника, своевременно устраняя перекосы шарниров и контролируя затяжку контргаек. Нужно обращать особое внимание на положение шарниров синхронизирующей тяги 8 относительно вилок вала, не допускать их перекосов и затирания по боковым щекам вилок.
Время подъема и опускания токоприемника регулируют клапаном КП-17-09А, установленным в кузове электровоза.
Угольные вставки подлежат замене по предельному износу, когда до стального держателя остается 2-3 мм. При одностороннем износе угольных вставок допустимо переворачивать полозы неизношенной стороной вставок в сторону движения электровоза. Зазор между угольными вставками, смонтированными на полозе, со стороны контактной поверхности, не должен превышать 0,8 мм.
Стыки угольных вставок друг с другом и с торцами металлических концевых рогов должны быть тщательно запилены для обеспечения плавного перехода провода по стыку.
Необходимо систематически контролировать надежность крепления вставок на полозе, подтягивать болты, крепящие прижимные планки. Ввиду хрупкости материала угольных вставок нужно принимать меры для защиты их от ударов при ремонте полоза. Образующиеся на вставках трещины и сколы не являются браковочным признаком, если число трещин не превышает двух на одну вставку и при этом крепление вставки не ослабляется или скол вставки не превышает 50% ее ширины и 20% высоты.
В зимнее время при каждом осмотре полозов необходимо удалять с них снег и лед. Медные накладки полоза следует заменять при износе их до толщины 2,5 мм. В случае необходимости допустима смена только средних накладок, подверженных наибольшему износу.
Зазор между медными накладками полоза со стороны контактной поверхности не должен превышать 1 мм. Стыки накладок следует тщательно припиливать.
Изношенные более чем на 1 мм оси крепления полоза к кареткам необходимо заменять новыми. Перекосы и искривления рычагов кареток должны быть устранены; в случае уменьшения жесткости надо заменить пружины каретки.
Подшипниковые и шарнирные узлы, а также поршень привода при сборке на заводе заправлены смазкой ЦИАТИМ-201 ГОСТ
6267-74. В эксплуатации необходимо систематически пополнять запасы смазки в следующие сроки:
в узлах, имеющих масленки или смазочные отверстия (шарниры верхней рамы, подъемных пружин, тяги привода и синхронизирующей тяги, отверстия пневматического привода), при каждом плановом ремонте;
в узлах подшипниковых нижних рам (шарниры привода, а также шарниры кареток) при каждом плановом ремонте электровоза. Для разборки подшипникового узла нижних рам в полуосях есть отверстия с резьбой для установки съемника и введения смазки.
Для разборки шарнирного соединения верхних и нижних рам необходимо применять съемник, состоящий из трех подвижных захватов, расположенных под углом 120° друг к другу. Добавлять смазку в этот узел можно и без полной его разборки. Для этого необходимо снять крышку подшипника, протереть его поверхность чистой салфеткой, удалить старую загрязненную смазку и заложить новую. При необходимости сменить сальник.
Во время каждого осмотра токоприемника следует проверять состояние шарнирных соединений и при необходимости заменять крепежные детали (шплинты, болты, шайбы).
При ревизии токоприемника необходимо: промыть керосином и насухо протереть ветошью рамы, шарнирные соединения и изоляторы; протереть сухой чистой ветошью поверхность полиэтиленового рукава, подводящего воздух к цилиндру; проверить износ шарниров; определить износ втулок, осей и валиков (допустимый их износ составляет 1 мм); втулки, оси и валики с большим износом заменить новыми; проверить износ гибких шунтов, изношенные более чем на 20% сечения заменить новыми.
Перекосы и искривления рычагов кареток должны быть устранены; в случае уменьшения жесткости заменить пружины каретки.
Проверить отклонение верхней поверхности полоза от горизонтали, а также смещение центра полоза относительно центра основания токоприемника.
Отклонение верхней поверхности полоза от горизонтали на длине 1 м не должно превышать в эксплуатации 20 мм; смещение центра полоза относительно центра основания не должно быть более 30 мм.
Во время ревизии пневматического привода следует цилиндр очистить от пыли, ржавчины, загрязненной смазки; промыть керосином и насухо протереть; всю рабочую поверхность смазать тонким слоем смазки ЦИАТИМ-201 ГОСТ 6267-74. Резиновую манжету заменить новой, если обнаружены порезы, трещины, гофры, загиб бурта в обратную сторону и другие дефекты, приводящие к утечке воздуха; годную манжету вымыть в теплой воде и тщательно вытереть. При съеме манжеты с поршня и установке пользоваться отверткой или другими металлическими предметами недопустимо, необходимо применять деревянную или изолированную планку.
Перед установкой поршня в цилиндр манжету покрыть смазкой ЦИАТИМ-201. Прежде чем устанавливать поршень с манжетойв цилиндр, необходимо проследить, чтобы манжета не получила порезов о фаски на цилиндре. Шарнирные соединения штока поршня с рычагом вала привода покрыть смазкой ЦИАТИМ-201.
После сборки привода проверить герметичность поршня при начальном давлении сжатого воздуха 6,75 кгс/см2 согласно ГОСТ 9219-66. Возможные неисправности токоприемников и способы их устранения приведены в табл. 15.
Таблица 15
|
Возможная причина |
Способы устранения |
|
Угольная вставка полоза перемещается в одном |
|
|
(или нескольких) направлениях |
|
|
Ослабло крепление |
Подтянуть болт; заменить прижимную |
|
планку |
|
|
Подвижные детали каретки имеют повышенный износ |
|
|
Отсутствует смазка. Есть перекосы |
Проверить правильность сборки, пере- |
|
косы устранить и заложить смазку |
|
|
Повышенный износ шунтов |
|
|
Неправильная установка при сборке |
Проверить, не трутся ли шунты о дру- |
|
гие детали; изношенные шунты заме- |
|
|
нить |
|
|
После подачи воздуха в |
привод подвижная система |
|
не остается на нужной высоте, а медленно опускается |
|
|
Нарушена герметизация привода |
Произвести ревизию привода с заменой |
|
резиновых манжет |
|
|
Характеристика статического нажатия имеет завалы |
|
|
в рабочем диапазоне высот |
|
|
Нарушена регулировка; пружины |
Произвести регулировку, заменить пру- |
|
имеют остаточную деформацию |
жину |
|
Трещины или сколы изолятора свыше 20% возможного |
|
|
пути перекрытия током |
|
|
Повреждения в эксплуатации |
Заменить изоляторы Политика конфиденциальности
|