
В течение многих лет изготовление рельсов производилось в соответствии с Техническими условиями; однако благодаря усовершенствованиям в области металлургии, а также в связи с меняющимися потребностями железных дорог оказалось необходимым Технические условия пересмотреть. Изменения в Технические условия были внесены только после тщательного изучения этого вопроса представителями Рельсового комитета AREA совместно с представителями Технического комитета Американского института железа и стали. Технические условия на рельсы из мартеновской стали, принятые с изменениями, внесенными в них, приведены ниже.
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА РЕЛЬСЫ ИЗ МАРТЕНОВСКОЙ СТАЛИ
- Введение
Освидетельствование и испытание рельсов производятся на рельсопрокатных заводах до отправки рельсов потребителям; заводы должны быть оснащены оборудованием, с помощью которого можно устанавливать качество выпускаемых рельсов.
- Химический состав
Процесс определения химического состава стали описывается ниже. Количество элементов, входящих в состав стали, должно оставаться в следующих пределах:
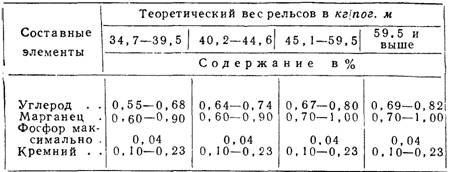
последних трех слитков каждого ковша. Проверять состав стали можно как химическим, так и спектрографическим анализом. Средние результаты анализа стали каждого ковша должны соответствовать требованиям, изложенным в части 2. По требованию инспектора, в его распоряжение предоставляются образцы для контрольного анализа стали.
- Пластичность стали и способность ее сопротивляться удару
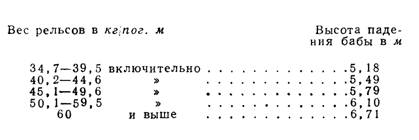
а) Пластичность рельсовой стали и способность ее сопротивляться ударам определяются на стандартном копре AREA. Образцы рельсов длиной от 1,22 до 1,83 м отрезают от головной части рельсов А второго, среднего и последнего слитков каждой плавки. Температура опытных образцов не должна превышать 38° С. Расстояние между опорами, на которые укладываются опытные образцы, для рельсов весом менее 52,6 кг/пог. м должно составлять 0,91 м, для рельсов весом от 52,6 до 69,4 кг/пог. м— 1,22 м и для рельсов тяжелее 69,4 кг/пог. м—1,42 м.
Образцы рельсов укладываются на опоры головкой кверху и подвергаются одному удару со стороны свободно падающей бабы; высота падения бабы зависит от веса рельса.
б) Если все образцы выдержат удар без излома их между опорами, то все рельсы этой плавки считаются принятыми и подвергаются окончательному освидетельствованию, заключающемуся в проверке состояния их поверхности, размеров поперечного сечения и отделки.
в) Если какой-либо образец сломается за пределами опор, то испытание считается недействительным и проводятся повторные испытания образцов, взятых из головной части этих же рельсов.
г) Если один из трех образцов, взятых в соответствии с п. «в» части 5, сломается, то бракуют все рельсы А данной плавки.
Тогда вырезают образцы от нижнего конца этих же рельсов А или от верхнего конца рельсов В того же слитка и испытывают в соответствии с п. «в» части 5. Если один из образцов сломается, то все рельсы В данной плавки бракуются.
Затем из нижнего конца рельсов В или из головного конца рельсов С тех же самых слитков берут три дополнительных образца, которые испытывают в соответствии с п. «в» части 5; если ни один из образцов не разрушится, то оставшуюся часть плавки принимают к освидетельствованию и проверке подвергают состояние поверхности рельсов, размеры поперечного сечения и отделку рельсов. Если же сломается хоть один из этих образцов, вся плавка бракуется.
7. Состояние металла внутри рельса
а) На опытных образцах, отрезанных от головных концов верхних рельсов всех слитков каждой плавки, прошедших испытания на копре в соответствии с п. «в» части 5, делают зарубку, в которую вставляют правильный молот; затем образец укладывают под гидравлический пресс, который давит на плоскую головку правильного молота с силой 544 кг и ломает образец. Качество рельса определяется обследованием излома. Если в изломе опытного образца будут обнаружены закаты, расслоения металла, раковины, посторонние включения, а структура металла будет светлой и мелкозернистой, то такие рельсы классифицируются как Х-рельсы.
б) Если по договоренности с заказчиком предусматривается исследование образцов рельсов, взятых из всех слитков (за исключением Х-рельсов), путем нанесения на них зарубок и излома их, то эти испытания выполняются в следующем порядке.
На опытных образцах, взятых из головных концов верхних рельсов всех слитков каждой плавки, отвечающих требованиям части 5, делают зарубки и рельсы ломают для того, чтобы можно было проверить состояние металла внутри рельса. Если в изломе обнаруживается внутренний дефект, то от головного конца верхнего рельса снова отрезают образец; на образце делают зарубку и его опять ломают. Если трещина, свободная от внутренних дефектов, оказывается на таком расстоянии от торца, которое позволяет получить после отделки рельс допускаемой длины, то этот рельс, а также и другие рельсы этого слитка, считаются принятыми. Если же нельзя получить рельс достаточной длины, то рельсы бракуют и вырезают образец из нижнего конца рельса, характеризующий собой второй рельс слитка. Второй и следующий рельсы слитка испытывают таким же образом.
Образцы с зарубками, подлежащие излому, берут из верхних концов рельсов на расстояниях, установленных изготовителями рельсов, а в случае необходимости получить излом, свободный от каких-либо дефектов, последний образец разрешается брать на таком расстоянии от торца, при котором законченный рельс будет иметь минимальную допускаемую длину.
Внутренние дефекты рельсов могут представлять собой закаты, расслоения металла, пустоты, посторонние включения в металл или ясно различимую светлую или мелкозернистую структуру; при испытаниях с разрушением образца эти дефекты становятся видимыми.
Укороченные рельсы, получаемые при описанных выше испытаниях, не входят в количество 11°/0 рельсов, указанных в части 1 0.
- Классификация рельсов
Рельсы № 1. Рельсы № 1 должны быть свободны от повреждений и от всех видов дефектов.
Х-рельсы Эти рельсы описаны в п. «а» части 7.
Рельсы №2. К ним относятся следующие рельсы:
а) не имеющие поверхностных дефектов в таком количестве и такого качества, которые не позволили бы инспектору признать их годными для эксплуатации;
б) поступающие на правильные прессы с резкими искривлениями или с прогибами, средняя ордината которых составляет больше 152 мм на 11,89 ле;
в) на которых отсутствует клеймо.
- Обрезка слитка
Из верхнего и нижнего концов слитка удаляется определенное количество металла, достаточное для того, чтобы можно было рассчитывать на отсутствие в слитке вредной сегрегации и раковин.
- Длина рельсов
Стандартная длина рельсов должна составлять 11,89 м при температуре 16° С. Допускается, чтобы 11 °/0 рельсов общего количества, имеющегося в данной партии, имели меньшую длину, изменяющуюся ступенями в 0,305 м от 11,58 до 7,62 м. Допускаемое отступление от теоретической длины рельсов составляет 9,52 мм; 15°/0 рельсов всей партии могут иметь отступление в длине, равное 11,11 мм.
- Поперечное сечение рельсов
Поперечное сечение рельсов должно как можно точнее соответствовать темплетам и чертежам, представленным заказчиками. Допускаемые отступления от теоретической высоты рельса составляют + 0,79 мм и —0,40 мм. Ширина каждой половины подошвы может иметь отступление от теоретической 1,59 мм при условии, что отступление от общей теоретической ширины подошвы также не будет превышать 1,59 мм. Не допускается никаких отступлений от тех размеров поперечного сечения рельса, от которых зависит соответствие рельсовой пазухи стыковым накладкам; исключением является только шаблон для проверки рельсовой пазухи, утвержденный заказчиком; размер шаблона в горизонтальном направлении может меняться в пределах 1 мм.
12. Вес рельсов
В рельсах всей партии допускается отступление от вычисленного веса сечения в размере до 1 /2°/о•
- Просверливание болтовых отверстий
В соответствии с чертежами, представленными заказчиками, в рельсах должны быть просверлены круглые болтовые отверстия. Допускается увеличение диаметра отверстия не свыше
- мм. Допуски в размерах, определяющих положение болтового отверстия, составляют 0,79 мм.
- Отделка рельсов
а) Все рельсы должны иметь гладкую поверхность головки, ось их должна быть прямой; не допускается скручивание, волнистость и искривление рельсов. В правйльном прессе опоры для рельсов должны иметь плоскую поверхность, не допускается наличие на опорах впадин, а также не допускаются изогнутые или искривленные опоры. Расстояние между опорами должно составлять приблизительно 1,52 м. Для выпрямления концов рельсов можно применять дополнительные опоры с расстоянием между ними меньшим 1,52 м. Если положить рельс головкой вверх на горизонтальную поверхность, то допускается, чтобы концы его оказались слегка приподнятыми, при условии, что изгиб концов будет равномерным, а средняя ордината прогиба не превысит 31,75 мм на длине 11,89 м. Концы рельсов должны быть опилены по наугольнику; при этом допускаются отклонения не более чем 0,79 мм, а для рельсов весом 69,4 кг/п^г. м и выше —не более 2,38 мм; заусенцы на торцах должны быть полностью удалены.
б) В случае, если представленные для осмотра рельсы не будут отвечать требованиям, изложенным в частях 13 или 14, п. «а», допускается исправлять их на заводах при условии, что после исправления рельсы будут полностью отвечать предъявляемым к ним требованиям.
в) Если в торце или в болтовом отверстии какого-либо из законченных рельсов будут обнаружены пороки, указанные в п. «а» части 7, то конец такого рельса должен опиливаться или обламываться до тех пор, пока не будет достигнут здоровый металл; после этого рельсы могут быть приняты как укороченные рельсы № 1 или 2 в соответствии с требованиями, изложенными в частях 8 и 10. Для определения состояния металла внутри рельса, в распоряжение инспектора предоставляются образцы излома.
- Маркировка рельсов
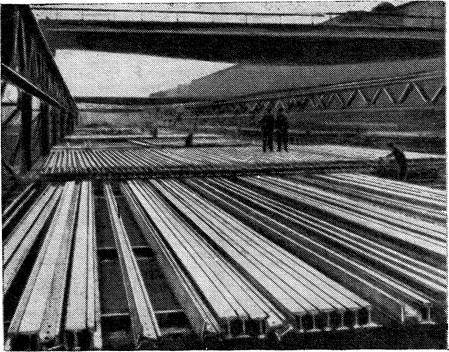
Рис. 1. Осмотр рельсов на погрузочной площадке рельсопрокатного завода и распределение их по группам
На одной стороне шейки выкатывается клеймо; клеймо должно оставаться ясно различимым все время, пока рельс находится в эксплуатации; клеймо выкатывается в соответствии со следующими требованиями:
а) Данные, выкатываемые на шейке, и расположение их должны соответствовать приведенному ниже типовому клейму. Форма букв и цифр устанавливается изготовителем, например:

б) Номер плавки, литера рельса и номер слитка помещаются на шейке каждого рельса в том месте, где их не могут закрыть стыковые накладки. Желательно, чтобы номер слитка соответствовал порядковому номеру изложницы. Данные, выбиваемые в клейме, и порядок их расположения должны быть такими, как показано на типовом клейме:
63345 I ABCDEFGH I 17
(номер плавки) I (литера рельса) | (номер слитка)
в) Головные рельсы обычно обозначаются литерой А, а следующие за ними—литерами В, С, D, Е и т. д.
В случае, если объем металла, удаляемый от головной части слитка, очень велик, то первый рельс можно обозначать литерой В или следующими по порядку буквами в зависимости от количества удаленного металла. Очертание и размеры букв и цифр клейма должны быть такими, как показано ниже:
ABCDEFGHIJKHLMNO 15,88 мм 1234567890 ММ или IM 15,88 мм
Погрузка рельсов на платформы производится мостовым электромагнитным краном
Рельсы, изготовленные с регулируемым охлаждением, весом больше 49,6 кгпог. м, обозначаются буквами СС (control cooled rails), входящими в состав клейма. Рельсы, изготовленные с регулируемым охлаждением, имеющие вес 4С,6 кг1пог. м и меньше (за исключением сечения типа 100 RE), обозначаются теми же буквами СС, также входящими в состав клейма или выбитыми в горячем состоянии на шейке рельса.
- Регулируемое охлаждение рельсов
а) Все рельсы охлаждаются обычным способом на стеллажах и в процессе их перемещения к коробам до тех пор, пока температура их не упадет до 538 — 385° С, после чего рельсы немедленно загружают в короба.
б) Перед загрузкой с помощью пирометров определяется температура рельсов; температура измеряется на поверхности катания головки не ближе 304,8 мм от торца рельса.
в) Для того чтобы избежать изгибания рельсов и свести до минимума необходимость холодной правки их, нужно очень осторожно обращаться с рельсами при перемещении их от стеллажа к коробу и при удалении их из короба.
г) После того как загрузка короба закончена, его сейчас же закрывают крышкой и оставляют в таком положении по крайней мере в течение 10 ч. После снятия крышки разгрузку короба не начинают до тех пор, пока температура верхнего ряда рельсов не опустится до 149° С или ниже.
Д) После этого измеряют температуру между наружным и соседним с ним рельсом нижнего ряда на расстоянии не более 914,4 мм и не менее 304,8 мм от торца рельса. По изменению температуры в этом месте судят о скорости охлаждения.
е) Короб должен быть так защищен и изолирован, чтобы контрольная температура при охлаждении рельсов весом 49,6 кгпог. м и выше не могла упасть ниже 149° С через 7 ч после того, как в короб будет уложен нижний ряд рельсов; для рельсов весом меньше 49,6 кг»пог. м вышеупомянутый интервал времени составляет 5 ч. Если по каким-либо причинам эти требования не могут быть соблюдены, то рельсы можно считать изготовленными с регулируемым охлаждением в том случае, когда температура на расстоянии 304,8 мм от конца рельса, находящегося приблизительно в центре среднего пакета рельсов, не упадет ниже 149° С ранее чем через 15 ч.
ж) В соответствии с формой 401-Д Наставлений AREA потребитель получает полную запись процессов, происходящих в каждом коробе.
з) Если рельсы не отвечают указанным требованиям, то буквы СС удаляются из каждого клейма.
и) Перед номером плавки на шейке могут быть выбиты в горячем состоянии буквы СН, указывающие на то, что данные рельсы изготовлены с замедленным охлаждением и что они имеют закаленные концы.
17. Маркировка рельсов с распределением их по группам
(рис. 77)
а) Концы рельсов № 2 окрашивают в белый цвет и на обоих торцах выбивают цифру 2.
б) Концы Х-рельсов окрашивают в коричневый цвет, а на обоих торцах выбивают буквы X.
в) Концы рельсов А окрашивают в желтый цвет.
г) Концы рельсов № 1 длиной меньше 11,89 м окрашивают в зеленый цвет.
д) Все рельсы плавок с предельным (верхним) процентным содержанием углерода или отличающимся от него, не более чем на 0,05%, относят к одной группе и оба конца их окрашивают в голубой цвет.
Каждый рельс должен окрашиваться только в один цвет в соответствии с порядком, в котором следуют приведенные выше пункты.
18. Погрузка
С рельсами надо обращаться так, чтобы была исключена всякая возможность их повреждения; погрузка рельсов должна производиться в отдельные вагоны в соответствии с их классификацией (рельсы № 1 с низким содержанием углерода, высокоуглеродистые рельсы № 1, рельсы № 2 и Х-рельсы).
Для осуществления раздельной погрузки рельсов не требуется более подробной их маркировки, чем приведенная выше.
- Процесс прокатки рельсов
Весь процесс изготовления рельсов должен находиться на современном уровне. Предполагается, что имеется возможность получения полностью раскисленной стали и что на любой стадии изготовления рельсов учтен опыт отдельных заводов.
- Приемка и оплата рельсов
а)Для того чтобы предлагаемые рельсы были приняты, они должны отвечать всем требованиям настоящих Технических условий.
б) Рельсы № 2 могут быть приняты в количестве до 8°/0 всей партии.
в) Принятые рельсы оплачиваются в соответствии с их действительным весом и с учетом ограничений, изложенных в части 12.
ДОПОЛНЕНИЕ К ТЕХНИЧЕСКИМ УСЛОВИЯМ
Поскольку применение длинных сварных рельсов уже прошло стадию экспериментирования, возникла потребность в некотором изменении Технических условий на рельсы из мартеновской стали, направленных на то, чтобы сделать эти рельсы более пригодными для сварки в стык. Так, чапример, в рельсах, предназначенных для сварки, нет необходимости сверлить болтовые отверстия, за исключением тех рельсов, которые будут находиться на концах длинных сварных плетей. Наличие в длинных сварных рельсах болтовых отверстий может привести к появлению около них трещин; кроме того, в процессе сварки под давлением расстояния между болтовыми отверстиями будут подвергаться изменениям. Гораздо целесообразнее, если такие рельсы будут выпускаться без болтовых отверстий на концах. Желательно, чтобы сварке подвергались только рельсы более высокого качества и чтобы концы таких рельсов были не закалены и не окрашены.
Для того чтобы обобщить все изложенные выше требования и создать постоянное руководство, которому можно следовать при составлении заказа на рельсы, предназначающиеся для сварки в стык, специальным Комитетом по длинным сварным рельсам AREA были разработаны дополнения к существующим Техническим условиям на рельсы. Дополнительные Технические условия были рассмотрены и одобрены представителями Рельсового комитета AREA и Технического комитета Американского института железа и стали. В 1955 г. дополнительные Технические условия были приняты как материалы Наставления, в следующем виде.
ТЕХНИЧЕСКИЕ УСЛОВИЯ AREA НА ИЗГОТОВЛЕНИЕ РЕЛЬСОВ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ СВАРКИ В СТЫК
Приведенные рекомендации могут служить руководством при составлении заказов на рельсы, предназначаемые для сварки в стык, и могут быть использованы как дополнения к Техническим условиям на рельсы из мартеновской стали.
- Общая часть
За исключением приведенных ниже положений все рельсы, предназначенные для сварки в стык, должны изготовляться в с ответствии с последними Техническими условиями AREA; длина рельсов должна составлять 11,89 м рельсы должны изготовляться с регулируемым охлаждением.
2. Заказ на рельсы
а) В заказе на рельсы должно быть указано не количеств рельсов (в штуках), а их общий вес.
б) В заказе должно быть указано (в тоннах) желаемое количество рельсов с болтовыми отверстиями в правом и левом концах, а также количество рельсов без болтовых отверстий. Левый и правый концы рельса определяют по лицевой стороне, на которую нанесено клеймо.
в) Для того чтобы обеспечить требуемое количество рельсов (в тоннах), годных для сварки в стык, необходимо изготовить рельсов больше, чем указано в заказе, на случай, если часть рельсов в соответствии с частью 3, не будет признана годной для сварки в стык.
- Классификация рельсов изготовителем
а) Если не имеется специальной оговорки, то рельсы А, Х-рельсы, а также рельсы № 2 не входят в тоннаж рельсов, предназначенных для сварки в стык.
б) Если не имеется специальной оговорки, то укороченные рельсы (рельсы длиной менее 11,89 м) не входят в тоннаж рельсов, предназначенных Для сварки в стык.
в) Рельсы, не вошедшие в тоннаж рельсов, предназначенных для сварки в стык, принимаются потребителем в соответствии с пп. «б», «г» и «д» части 4.
- Болтовые отверстия
а) В соответствии с требованием потребителя в данной партии рельсов должны быть рельсы, в которых болтовые отверстия просверлены только в левом конце.
б) Если заказом предусматриваются рельсы с болтовыми отверстиями в правом и левом концах, то количество таких рельсов должно быть увеличено по сравнению с указанным в заказе.
в) Определенное количество рельсов, устанавливаемое заказчиком, должно быть изготовлено без болтовых отверстий на концах.
г) Если не имеется специальной оговорки, то рельсы А, укороченные и Х-рельсы просверливают с обоих концов.
д) Рельсы, отнесенные при осмотре на инспекторских стеллажах к рельсам № 2 и имеющие болтовые отверстия только в правом или левом конце или совсем не имеющие болтовых отверстий, принимают без возвращения их в отделочный цех для просверливания отверстий.
- Отделка концов рельсов
а) В соответствии с последними Техническими условиями AREA концы всех рельсов, распиленных в горячем состоянии, подвергаются фрезеровке или шлифованию, пока длина рельсов не будет соответствовать установленной; поверхность торца рельса должна быть перпендикулярна оси рельса.
б) Если предусматривается закалка концов рельсов, то должны быть закалены и сняты фаски только на тех концах, которые имеют болтовые отверстия; при этом на рельсе выбивают буквы СН.
в) Не производится закалка концов и не снимаются фаски на торцах рельсов, не имеющих болтовых отверстий. В том случае, если заказом предусматривается какое-либо количество рельсов без болтовых отверстий, но с закаленными концами, на таких рельсах также могут ставиться буквы СН.
в. Маркировка рельсов
На непросверленных концах рельсов, предназначенных для сварки в стык, не должно быть клейма и торцы их не должны быть окрашены. При маркировке концов рельсов, не имеющих болтовых отверстий, окрашивается поверхность катания головки донного конца рельса на расстоянии не менее 0,914 м от торца.
7. Погрузка
Если имеется возможность, то при отправке потребителю рельсы, предназначенные для сварки в стык, должны грузиться отдельно от рельсов, предназначенных для укладки в путь со стыками.