
Поршневые кольца для компрессоров изготавливают из специального чугуна (табл. 200) и подвергают термической обработке. После механической обработки кольца должны прилегать своей рабочей поверхностью к цилиндру не менее 85%, обладать определенной упругостью и твердостью.
Поршневые кольца для тормозных приборов (кранов машиниста, воздухораспределителей и др.) изготавливают из специальных бронзовых сплавов (табл. 201). После механической обработки кольца должны свободно перемещаться в ручье поршня, обеспечивать заданную герметичность (по времени падения давления из объема 10 л) и в сборе с поршнем перемещаться под усилием, указанным в ТУ.
Таблица 200. Химический состав и твердость отливок для изготовления чугунных поршневых колец для насосов и компрессоров
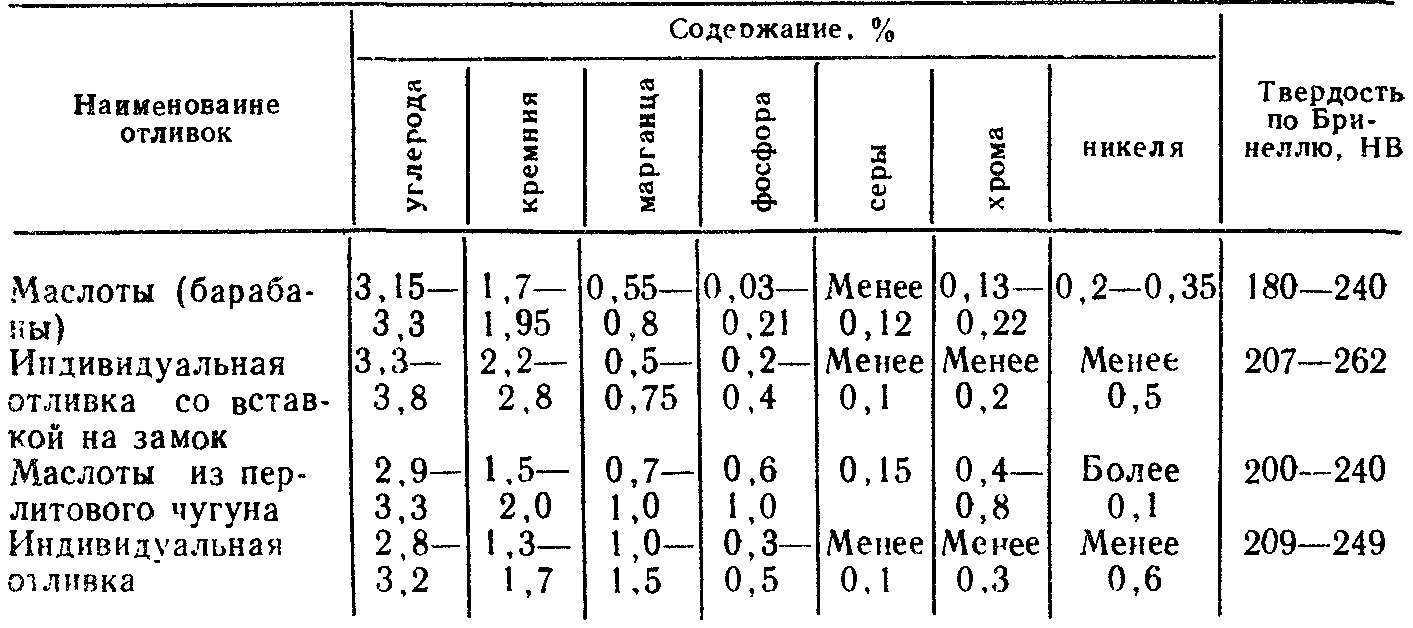
Примечание. Кольца, изготовленные из маслот, подвергают термической обработке с термофиксацией замка.
Таблица 201. Химический состав бронзовых сплавов для изготовления поршневых колец
|
Содержание, % |
||||||
|
Марка сплава |
меди |
олова |
цинка |
фосфора |
свинца |
железа |
|
ОЦСФ 6-4-2-2 |
84,1 — 85,7 |
5 — 7 |
3-5 |
1,9 — 2,3 |
3 |
3 |
|
ОЦС 5-5-2 |
85,1 |
6 — 0 |
5,0 |
1,9 |
2,0 |
— |
|
ЦФЗО-3 |
64 — 68 |
Следы |
27 — 30 |
2,7 — 3,0 |
Следы |
— |
|
ЛК63-2 |
62 — 64 |
0,3 |
3,4 — 2,6 |
— |
1,0 |
0,6 |
Та б л и ц a 202. Градации и размеры поршневых колец, поставляемых в запасные части
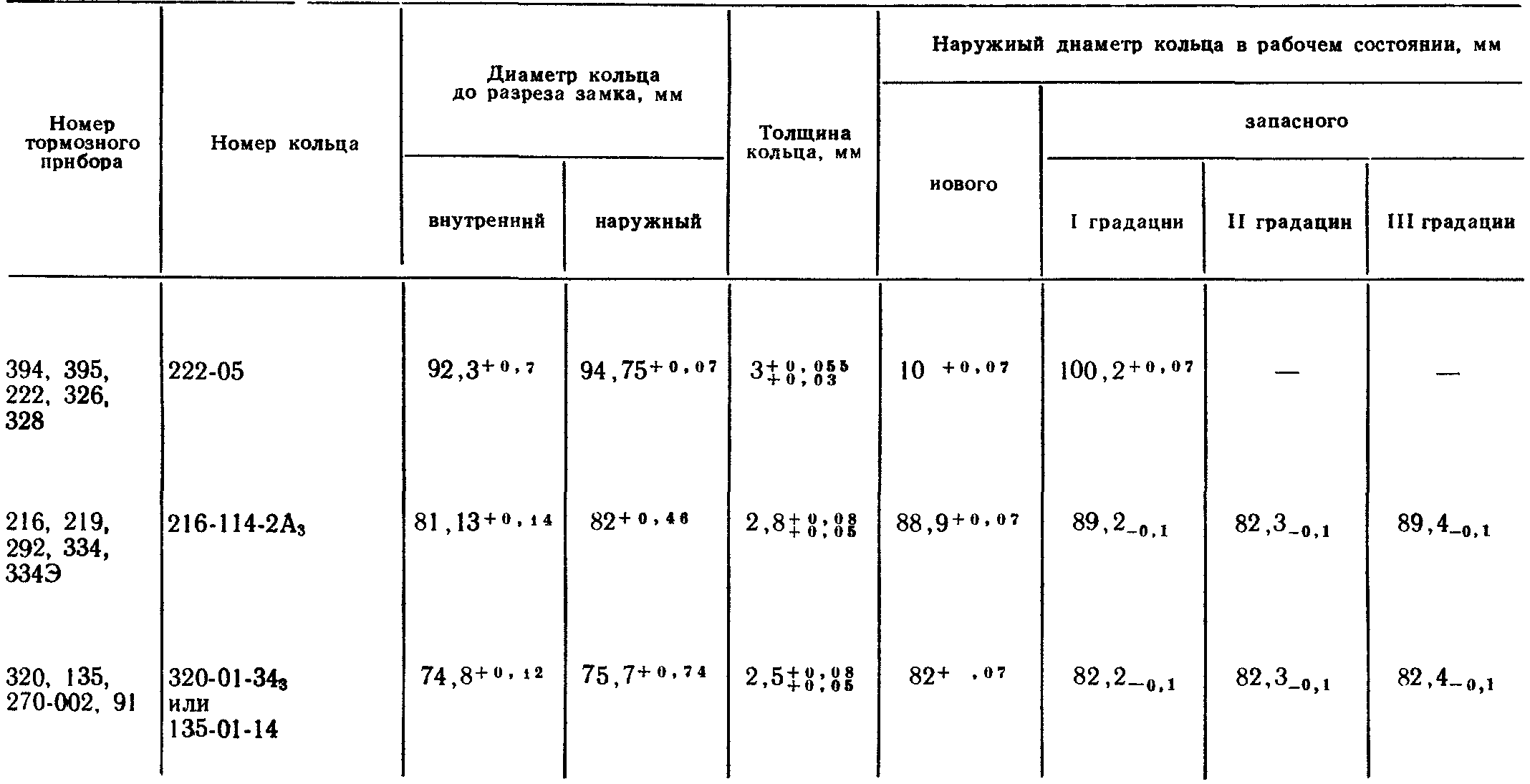
Примечание. Остальные кольца тормозных приборов по градации в запасные части не
поставляют.
Таблица 203.
Характеристика поршневых бронзовых колец тормозных приборов
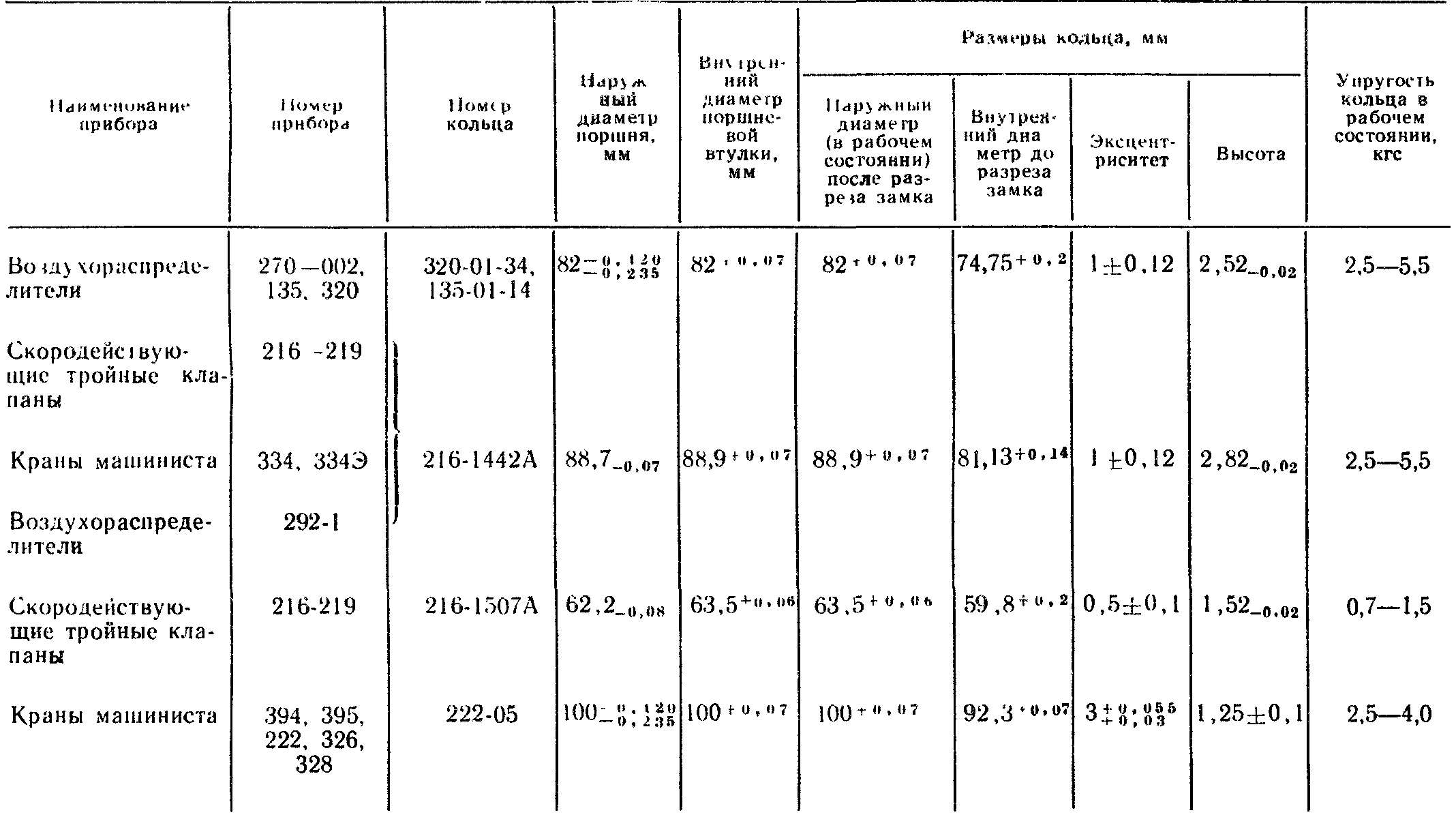
Примечании. I. Зазор в замке в свободном состоянии после разреза замка и окончательной обточки должен быть не менее 2,0 и не более 3,5 мм.
2 Зазор в замке в рабочем состоянии и для колец с косым замком должен быть не более 0,1 мм, для колец с непрерывным замком — не более 0,4 мм.
3. Для запасных частей кольца изготавливают по размерам, указанным в табл. 202.
Таблица 204. Размеры поршневых колец компрессоров
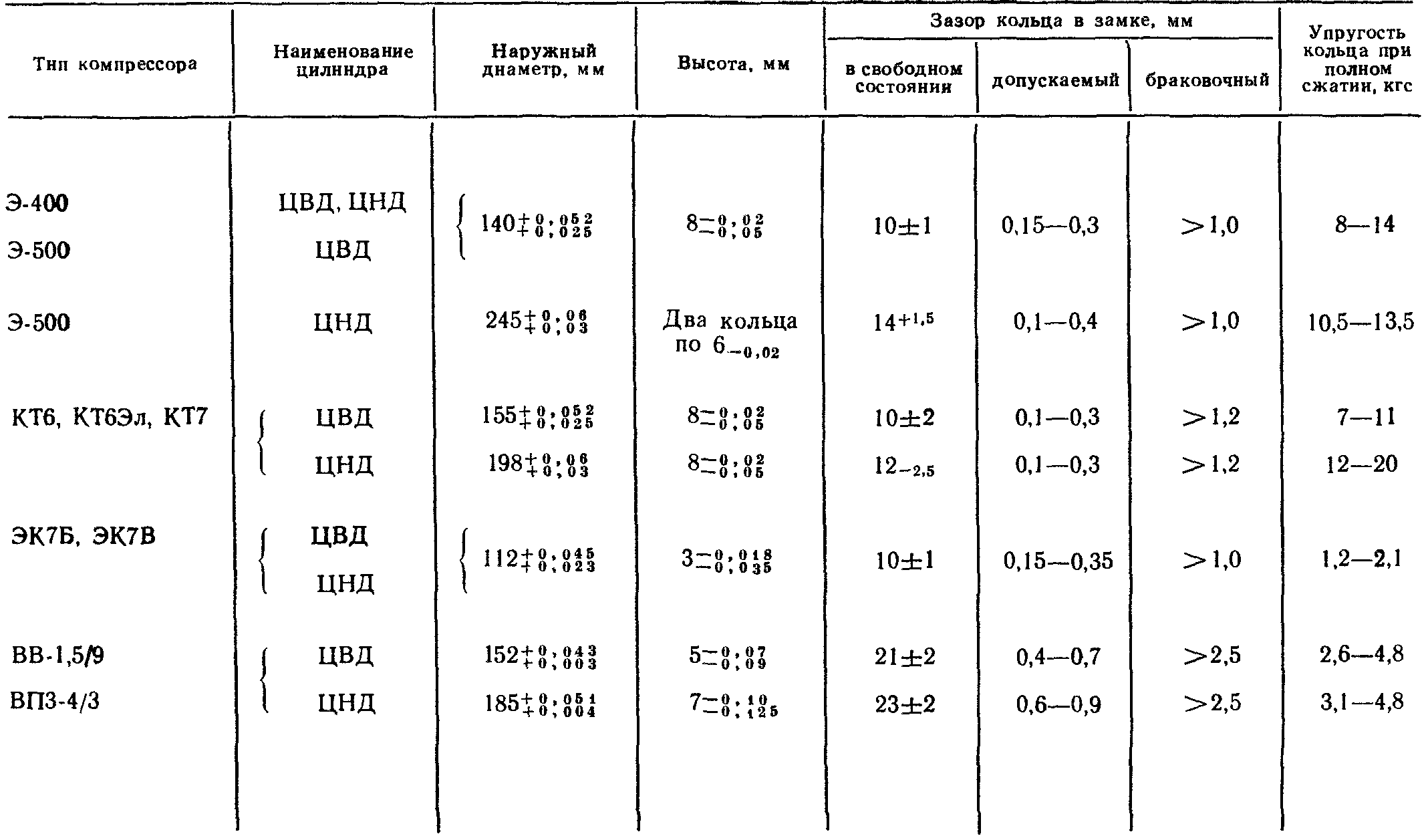
Примечание. В процессе ремонта диаметр поршневого кольца подбирают по диаметру цилиндра и по зазору в рабочем состоянии.