
Электропневматические приводы.
При всех видах ремонта электропневматические приводы проверяют на четкость срабатывания при минимальном давлении и на утечку при максимальном давлении воздуха. К основным неисправностям относятся: вялое срабатывание и пропуск воздуха через уплотнения. Причиной вялой работы электропневматических аппаратов является в большинстве случаев потеря эластичности кожаных манжет вследствие их усыхания. Поэтому при приемке нового тепловоза в депо или переданного с другой дороги, при получении нового аппарата и перед установкой его на тепловозе кожаные манжеты должны быть осмотрены и эластичность их восстановлена втиранием в них смазки.
Манжеты изготавливают из технической кожи толщиной 1,6 мм. Может быть применена кожа по толщине, отличная от этой, но при условии соблюдения общей толщины манжет в пределах 4,5—6 мм. Кожаные шайбы, из которых делают манжеты, должны иметь наружный диаметр на 17—19 мм больше, чем диаметр готовой манжеты. Манжеты у работавших аппаратов очищают от загрязнений, зачищают затвердевшие и зашлифованные места на рабочих поверхностях. Манжеты не должны иметь расслоений и порванных мест, при перегибе на 180° лицевой стороной наружу не должно быть изломов.
При текущих ремонтах ТР-2 и ТР-3 манжеты прожировывают в специальном составе, в который входят касторовое масло (88%), предварительно проваренное при температуре 250—270°С в течение 24 ч, и пчелиный воск (12%). Вареное касторовое масло и пчелиный воск загружают в котел и при периодическом перемешивании постепенно нагревают до температуры 120—130°С и выдерживают в течение 30—40 мин. Прожировку манжет ведут в специальной ванне, помещаемой в нагревательный шкаф. Манжеты предварительно просушивают в течение суток при комнатной температуре. Для прожировки их помещают в ванну с подогретым до температуры 65—70°С составом и выдерживают в нем в течение 1 ч, затем вынимают и раздельно укладывают на решетку для стока состава. Оставшиеся на манжетах излишки прожировочного состава счищают. Прожированные манжеты должны быть темно-коричневого цвета, упругими, с ровными гладкими краями. Хранят манжеты в сосуде с плотно закрывающейся крышкой.
При ремонтах ТР-1 эластичность кожаных манжет, так же как и при проверке новых аппаратов, может быть восстановлена обильным смазыванием смазкой 1Б с последующим ее втиранием. Перед постановкой в цилиндр кожаных манжет, собранных на поршне, края их покрывают касторовым маслом, а всю поверхность — тонким слоем графитной смазки. В цилиндр собранного привода вливают 3 см3 смазки МВП (приборной) или 1Б, после чего дают несколько включений для приработки.
В контакторах ПК-753Б с 1968 г. вместо кожаных манжет ставят резиновые. В условиях депо и ремонтного завода может быть произведена замена кожаных манжет на резиновые без изменения привода. При применении резиновых манжет необходимо соблюдать следующие условия. Перед установкой манжету и внутреннюю поверхность цилиндра смазывают смазкой ЦИАТИМ- 221. На каждом текущем ремонте ТР-1 в цилиндр привода через отверстия добавляют 3 г смазки ЦИАТИМ-221. Резиновые манжеты прожировки не требуют.
Электропневматические вентили.
Основными неисправностями вентилей являются нарушение плотности клапанной пары (клапан-седло) из-за загрязнения и нарушение притирки. Сравнительно часто выходят из строя крышки, изготовленные из цинкового сплава, из-за образования в них трещин. Клапанная пара вентилей требует тщательной сборки и постоянного контроля. Если клапаны начинают вяло работать и заедать, их промывают керосином.
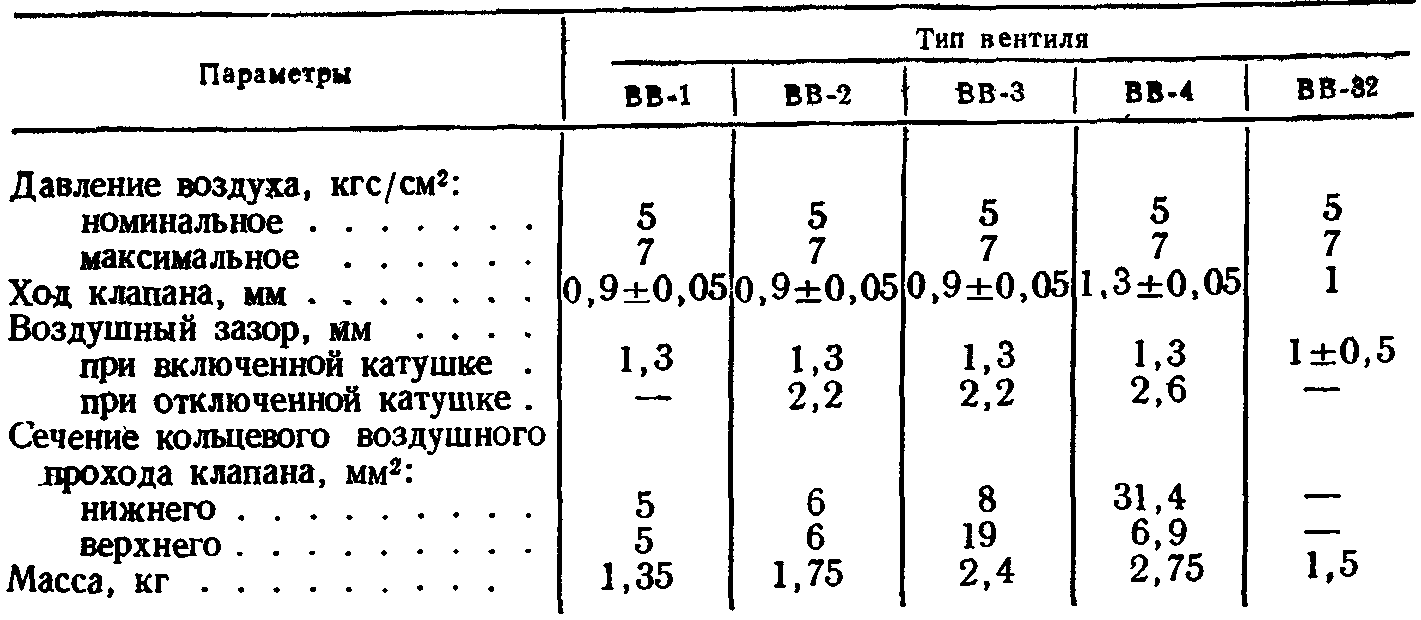
Если промывка не помогает и клапан дает утечку воздуха, его притирают при помощи отвертки, укрепленной в коловороте с применением пасты ГОИ, разбавленной машинным маслом. Если притирка не устраняет утечки, седло проверяют зенкером с последующей притиркой клапана. После притирки весь абразивный материал должен быть тщательно удален, клапан промыт в керосине и продут воздухом. Испытывают вентили на утечку и на плотность клапанной системы на стенде. При этом характеристики их должны соответствовать данным, приведенным в табл. 18.
Если при замыкании цепи катушки вентиль не работает, необходимо проверить его работу вручную, если вентиль при этом действует без заеданий, значит нарушена цепь катушки. Если при включении катушки (или опробовании вентиля вручную) есть утечка воздуха, это говорит о нарушении притирки клапанов. Причем утечка воздуха при включенном положении означает неисправность верхнего клапана, при выключенном — нижнего.
Допустимая утечка воздуха через атмосферное отверстие считается, если при давлении сжатого воздуха 5—7 кгс/см2 мыльный пузырь держится не менее 5 с.
Работу верхнего и нижнего клапанов контролируют величиной воздушного зазора, т. е. величиной возвышения верхнего клапана над поверхностью сердечника. Этот зазор замеряют при возбужденной катушке и включенном вентиле и при невозбужденной катушке. Разность этих замеров определяет ход клапана (см. табл. 18). Эта величина выбита на нижней поверхности пробки вентиля. Замеряют воздушный зазор специальным шаблоном, представляющим собой четырехугольник, каждая из сторон которого имеет измерительную выемку величиной 0,8; 1,3; 2,2; 2,6 мм. Зазоры (в мм): 1,3 — для проверки воздушного зазора при возбужденной катушке; 2,2 — воздушного зазора при невозбужденной катушке для клапанов с ходом 0,9 мм; 2,6 — то же, но для клапанов с ходом 1,3 мм; 0,8 — для проверки износа клапанов. Для проверки износа клапанов помещают шаблон стороной 0,9 мм на ствол выпускного
клапана и нажимают Если при этом выпускной (верхний) клапан не сел в свое гнездо и пропускает воздух, его заменяют. При замене следят за тем, чтобы каждый клапан остался в сборе со своим седлом, так как он притерт к своему седлу.
При постановке новых клапанов и после их ремонта воздушный зазор проверяют и регулируют так. Шаблон стороной с выемкой 1,3 мм устанавливают на ствол клапана и нажимают. Если ствол клапана имеет нормальную длину, то выпускной клапан сядет на свое гнездо и воздух не будет проходить через него. Ножки шаблона при этом должны касаться сердечника. Если воздух проходит через клапан, то ствол выпускного клапана короток и его следует несколько удлинить напайкой пластины на конец ствола или оттянуть проковыванием при помощи молотка (при незначительном удлинении). Если воздух через клапан не проходит (клапан сел на свое место), а ножки шаблона не опираются в сердечник вентиля, следует опилить (длинен). Если же седло выпускного вентиля при ремонте шлифовалось, то клапан будет для данного вентиля недостаточной длины. В этом случае следует использовать клапан с длиной ствола больше нового (чертежного) на 1,6 мм. Такой клапан обеспечит воздушный зазор при невозбужденной катушке, равный 2,6 мм, и необходимый запас по износу в эксплуатации.
Затем проверяют воздушный зазор вентиля стороной шаблона с выемкой 2,2 мм для клапанов с ходом 0,9 мм и с выемкой 2,6 мм для клапанов с ходом 1,3 мм. При этом шаблон помещают так же, как и при предыдущем измерении, т. е. чтобы ствол упирался в выемку шаблона, а ножки касались торца сердечника вентиля. Если эти условия выполнены и воздух не проходит через впускной клапан, то длина ствола впускного клапана нормальная. Если воздух проходит, значит ствол впускного клапана велик и его следует опилить. Если лапки шаблона касаются торца, а между шаблонами и стволом имеется зазор, следует установить впускной клапан с более длинным стволом. Регулировку хода клапана допускается производить также подкладкой шайб под нижнее (впускное) седло вентиля. Клапаны с износом, забоинами, изломом и раковинами заменяют.